

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением бальта Со ), а на другом, противоположном ползуне, помещена счетная трубка (регистратор). Действие датчика основано на разнице в коэффициентах поглощения у-излучения расплавленными шлаком и металлом. Однако регуляторы такого тина относительно сложны и требуют принятия особых мер безопасности. Известны регуляторы, основанные на изменении магнитной проводимости нагретого металла при достижении точки Кюри, воспринимаемого магнитным датчиком, встроенным в ползун. Наибольшее распространение получила система, основанная на измерении падения напряжения в расплавленном шлаке между щупом 4 и металлической ванной 3 (рис. 8-55, б). Щуп питается от специального трансформатора. Падение напряжения в шлаке пропорционально расстоянию / и служит сигналом исполнительному механизму. При малом расстоянии между щупом и металлической ванной падение напряжения на щупе незначительно, что вызовет движение аппарата вверх. С увеличением падения напряжения скорость перемещения аппарата уменьшится вплоть до его остановки. Весьма эффективна система, основанная на сопротивлении металлической и шлаковой ванн вихревым токам, индуктируемым обмотками Wy и (рис. 8-55, в). Обмотки выбраны таким образом, чтобы они создавали в среднем стержне встречные, равные по величине потоки. При смещении положения уровня металлической ванны равенство нарушается, вследствие чего в обмотке Ws индуктируется э. д. с., являющаяся сигналом исполнительному механизму. Механизмы возвратно-поступательного перемещения (колебания) электродов по толщине свариваемого металла. Они служат для обеспечения равномерного проплавления кромок. Применяются механизмы с постоянной скоростью перемещения электрода в разделке и с остановкой его у ползунов и механизмы с равномерно изменяющейся скоростью перемещения электрода (например, по синусоиде). Первые (см. рис. 8-52, поз. 9) содержат, как правило, винтовой или иной привод и концевые выключатели, реверсирующие при каждой половине цикла приводной электродвигатель. Механизмы с переменной скоростью колебания электрода (минимальной у ползунов и максимальной в средней части зазора) могут перемещать всю сварочную головку или только мундштук с электродом. В механизмах первого типа основным исполнительным органом является кривошипно-шатунный механизм с регулируемым плечом кривошипа и длиной шатуна. Это позволяет изменять колебания электрода и размещение крайних точек относительно изделия. В механизмах с подвижным мундштуком колебание проволоки достигается за счет ее перегиба также под действием кривошипно-шатунного механизма, воздействующего на токоподвод мундштука. Механизмы с постоянной скоростью перемещения применяют главным образом в аппаратах тяжелого типа для сварки толстого 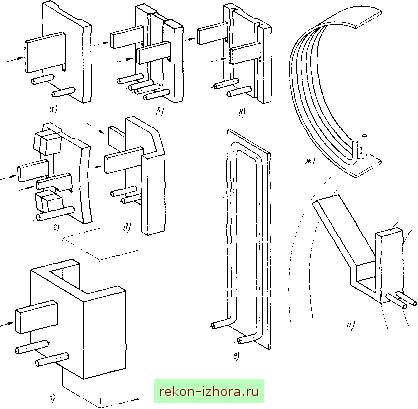 Рис. 8-56. Подвижные и неподвижные формирующие устройства для электрошлаковой сварки металла с большим размахом колебаний электрода. Механизмы с переменной скоростью применяют в легких аппаратах для сварки металла относительно небольшой толщины. Формирующие ползуны. Ползуны служат для удержания шлаковой и металлической ванны до затвердевания последней. Они представляют собой медные, охлаждаемые водой пластины, передвигающиеся вдоль изделия по мере образования шва. В ряде случаев, например при сварке алюминия, применяются графитовые и даже железные ползуны. Размеры и конфигурация ползунов (рис. 8-56) зависят от типов швов, состояния кромок, качества сборки и теплосодержания ванны. При сварке тонкого металла и при хорошем качестве сборки стыка применяют жесткие ползуны (а, е, ж). При перекосе кромок или превышении одной кромки над другой предпочтительны гибкие ползуны: шарнирные (б), составные (г) или надрез-   Рис. 8-57. Аппарат А-1304 для электрошлаковой сварки плавящимся мундштуком ные (в), где имеется независимый прижим к каждой из кромок Существуют ползуны для угловых ((5) и нахлесточных швов или для формирования наплавленного слоя (з, и). При дуговой сварке вертикальных швов с принудительным формированием, а также при элект- рошлаковой сварке активных металлов ползуны мо-I гут быть снабжены устрой- i ствами для газовой защиты. Газ для защиты сварочной ванны подводится через верхний край ползуна. Газовый поток, исключающий подсос воздуха, обеспечивается выбором оптимального направления газовой струи или применением газовых линз. Выбор.типа аппарата для электрошлаковой сварки. Аппараты для электрошлаковой сварки отличаются способом перемещения, числом и типом электродов, наибольшей толщиной свариваемого металла. Аппараты рельсового типа обладают рядом преимуществ, так как дают возможность отказаться от специальных устройств для выхода аппарата в конце шва, создать установки, в которых рельс, а следовательно и аппарат крепятся к несущей конструкции независимо от изделия (что особенно важно при сварке кольцевых швов), создать наибольшее количество комбинаций узлов при сварке различных швов и изделий. В зависимости от толщины металла применяются одно-, двух- и трехэлектродные аппараты. При сварке металла толщиной до 100 мм можно обойтись без ряда сложных механизмов, свойственных универсальным аппаратам тяжелого типа. Поскольку наиболее длинные швы встречаются при сварке металла сравнительно небольшой толщины (до 100 мм), для сварки таких изделий целесообразно применять безрельсовые аппараты, перемещающиеся непосредственно по изделию, копируя его при сварке. При этом возможна сварка швов практически любой длины (табл. 8-9). Аппарат для сварки плавящимся мундштуком содержит только механизм подачи электродов / и устройство подвода тока к мундштуку (рис 8-57). Он снабжен стурбциной 2 для закрепления его на свариваемом изделии. Кроме того, в состав аппарата входят токоподвод 3, пульт управления 4 и катушки для проволоки.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |