

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением Таблица 8-8 Технические данные наиболее распространенных трансформаторов для электрошлаковой сварки (характеристика - жесткая)
источников постоянного тока могут быть использованы преобразователи или выпрямители с жесткими характеристиками. Аппаратура для автоматической и полуавтоматической электрошлаковой сварки. Электрошлаковая сварка вертикальных швов предусматривает одновременное выполнение следующих операций: нагрев шлаковой ванной свариваемых кромок и присадочного материала до температуры их плавления; подачу в зазор между кромкой электродного и дополнительного металла; подвод к электроду сварочного тока; удерживание сварочной ванны в зазоре; перемещение источника нагрева и формирующих устройств по мере образования шва; возвратно-поступательное перемещение источника нагрева в зазоре для равномерного проплавления кромок толстого металла и др. Указанные операции выполняет комплекс механизмов, образующих сварочный аппарат. В зависимости от назначения и от степени механизации такой аппарат может содержать механизмы, способные выполнять все перечисленные функции (автоматическая сварка) или только некоторые из них (полуавтоматическая сварка). Как и для дуговой сварки, рассматриваемые в настоящем разделе аппараты по способу перемещения разделяются на самоходные (рельсовые и безрельсовые) и подвесные (рис. 8-52). Конструкция сварочного аппарата зависит также от типа электрода: для сварки проволочными и пластинчатыми электродами или плавящимся мундштуком. Многие элементы аппаратов аналогичны устройствам того же назначения в аппаратах для дуговой сварки. Головки для электрошлаковой сварки. Головки для электрошлаковой сварки проволочными электродами так же, как и головки для дуговой сварки, содержат привод, роликовый механизм и другие рассмотренные ранее узлы. Однако токоподводящие мундштуки отличаются тем, что они должны обеспечивать ввод электрода в глубокий зазор между кромками и его вертикальное расположение в зазоре на участке сварочной ванны. Такие мундштуки (рис. 8-53) могут быть расположены вне зазора между кромками (а) или в зазоре (б). Первые позволяют уменьшить зазор и, следовательно, повысить производительность процесса сварки. Однако с увеличением толщины металла растет вылет электрода и снижается точность его направления. Это может привести к непровару одной из кромок, искажению формы шва и прожогу ползунов. Поэтому мундштуки для толстого металла располагают в зазоре и снабжают приспособлениями 7, корректирующими направление проволоки. Привод систем подачи проволочных электродов снабжен, как правило, электродвигателями постоянного тока с регулируемой частотой вращения. Это позволяет регулировать проводимость шлаковой ванны, облегчает ее разведение и переход дугового процесса в шлаковый. Первоначальный прогрев кромок происходит лучше всего при малой скорости подачи электрода. 28* 435 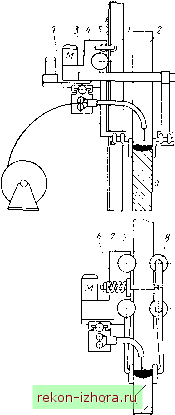 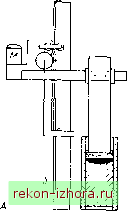 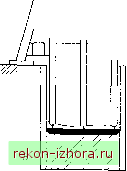 Рис. 8-52. А-ппараты для электрошлаковой сварки: А - рельсовые аппараты для сварки проволочным (а) или пластинчатым (б) электродами; Б - безрельсовый аппарат, в - подвесной аппарат для сварки плавящимся мундштуком Наряду С аппаратами для сварки проволочными электродами применяют аппараты для подачи пластин или лент. Рельсовые механизмы подачи пластин (см. рис. 8-52, б) содержат зажимные приспособления для одного или нескольких электродов и суппорт, передвигающийся по направляющей под действием реечного, винтового или иного привода. К суппорту прикреплены зажимные приспособления. Аппараты для электрошлаковой сварки имеют постоянную скорость подачи, не зависимую от напряжения дуги. Это связано с интенсивным процессом саморегулирования скорости плавления электрода. Ходовые механизмы вертикального движения. При сварке в нижнем положении собственный вес аппарата обеспечивает
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |