

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением 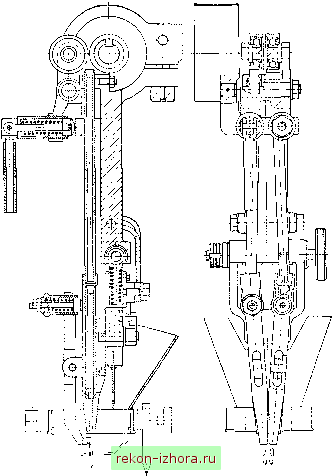 Рис. 8-46. Мундштук для сварки и наплавки расщепленным электродом может производиться дугами, горящими в общем плавильном пространстве или раздвинутыми так, что вторая дуга плавит затвердевший, но не остывший металл шва, полученный при горении первой дуги. Существенным преимуществом многоэлектродных аппаратов является также и то, что они позволяют применять схему трехфазного питания с симметричной загрузкой сети. Аппараты для многоэлектродной сварки в большинстве случаев представляют собой комплект из двух или трех одноэлектрод-ных сварочных головок, смонтированных на общей траверсе (рис. 8-45). Головки можно устанавливать на различных расстояниях, при различном расположении мундштуков, что существенно влияет на характер процесса сварки. При трехфазной сварке, когда первостепенное значение приобретает не только дуговой промежуток, но и расстояние между электродами, взаимное положение электродов должно регулироваться не только в процессе настройки, но и в процессе сварки. С этой целью аппараты для трехфазной сварки снабжают ручными или автоматическими корректорами положения электродов. Для сварки и наплавки расщепленным электродом (гребенкой электродов, расположенных вдоль или поперек направления сварки) могут быть использованы многоэлектродные аппараты перечисленных групп с параллельным подключением мундштуков к общему источнику питания или специальные головки. Характерной особенностью мундштука для сварки расщепленным электродом (рис. 8-46) является то, что он позволяет регулировать кривизну каждого электрода в отдельности, а также изменять (в том числе во время работы) расстояние между проволоками и тем самым воздействовать на режим сварки (см. табл. 8-5). Многоэлектродная сварка неплавящимся электродом (независимой дугой, атомно-водородная и трехфазной дугой) получила сравнительно небольшое распространение, поэтому аппаратура здесь не рассмотрена. § 8-7. Аппаратура для дуговой наплавки Наплавку изношенных поверхностей или нанесение слоев с определенными свойствами на новые детали можно осуществлять обычными сварочными аппаратами либо аппаратами, специализированными для выполнения определенных технологических приемов. При наплавке больших поверхностей задача заключается в получении широкого слоя за один проход. Для этой цели выполняют наплавку гребенкой - параллельно расположенными электродами, подаваемыми в зону наплавки многоэлектродными механизмами (см., например, рис. 8-46). Наплавочная головка может быть снабжена механизмом, совершающим поперечные движения при перемещении электрода в направлении наплавки. Наплавку широкого слоя можно осуществить путем применения ленточного электрода (сплошного или Рис. 8-47. Мундштук для широкослойной наплавки ленточным электродом  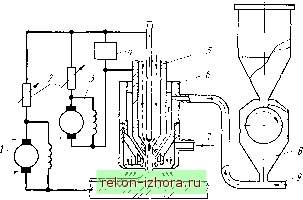 Рис. 8-48. Схема головки для плазменной наплавки металлическим порошком: / - источник питания дуги прямого действия; 2 - сопротивление; 3 - источник питания дуги косвенного действия; 4 - осциллятор, 5 - сопло для плазмообразующего газа; 6 - корпус, 7 - ввод защитного газа; S - питатель для подачи порошка; 9 - подача газа для транспортировки порошка порошкового). Головка для наплавки лентой содержит два широких цилиндрических подающих ролика с прямолинейной накаткой или насечкой и подпружиненные токоведущие шины с контактирующими планками (рис. 8-47). Поворачивая головку вокруг оси, совпадающей с направлением подачи ленты, получают наплавленный слой разной толщины. Весьма совершенным методом нанесения различных покрытий является наплавка и напыление плазменной дугой (рис. 8-48). Наплавляемый металл, приготовленный в виде мелкогранулиро-ванного порошка, подается при помощи дозатора и газовой струи в зону плазменной дуги, где порошок нагревается и расплавляется. Плазмообразующий газ переносит подогретые частицы на обрабатываемое, обогретое плазменной дугой изделие. Защита наплавленного слоя от воздействия окружающей среды обеспечивается потоком инертного газа. В настоящее время выпускаются универсальные и специализированные аппараты для полуавтоматической и автоматической наплавки (табл. 8-7). § 8-8. Аппаратура и источники питания для электрошлаковой сварки и наплавки Процесс электрошлаковой сварки имеет ряд особенностей, предопределяющих необходимость создания аппаратуры, существенно отличающейся от аппаратуры для дуговой сварки.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |