

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением 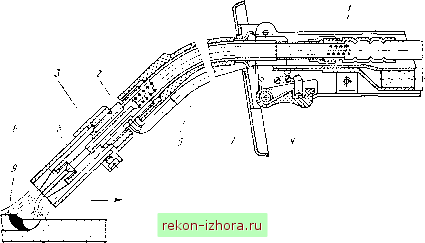 Рис. 8-38. Горелка шлангового полуавтомата А-1197П нечником горелки. Для снижения вероятности прилипания брызг применяют охлаждаемые сопла, составные с изоляционной прокладкой, металлокерамические и др. Несколько снижают прилипание брызг теплостойкие покрытия или хромирование сопла. Эффективно применение защитных смазок, например силиконовых (раствора кремнийорганических соединений). При наличии смазки на поверхности сопла и наконечника брызги металла не привариваются, а только прилипают и потом легко удаляются. Горелки для сварки под флюсом, конструкция которых аналогична рассмотренной конструкции горелки полуавтомата А-1197П (рис. 8-38), снабжены небольшой воронкой, из которой флюс поступает в сопло под действием собственного веса. Для лучших условий ссыпки флюса воронка может поворачиваться вокруг оси наконечника. Наряду с универсальными выпускаются специализированные полуавтоматы, например мощные полуавтоматы для заварки дефектов чугунного литья, полуавтоматы ранцевого типа для сварки в условиях монтажа (механизм подачи и катушка расположены в ранце на спине сварщика), полуавтоматы для сварки определенных типов изделий и т. п. § 8-4. Аппаратура для сварки неплавящимся электродом Схема процесса сварки неплавящимся электродом показана на рис. 8-39, а. В качестве электрода / применены стержни из вольфрама, графита или других тугоплавких электропроводных материалов. Сварка происходит в газовой среде, которая защищает зону сварки и разогретый электрод от контакта 27* 419 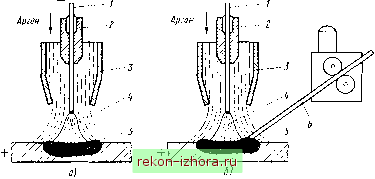 Рис. 8-39. Схема процесса сварки неплавящимся электродом / - электрод, 2 - зажим электрода, 3 - сопло; 4 - дуга 5 - сварочная ваина, 6 - присадочный стержень с воздухом и которая вследствие ионизации создает условия для устойчивого существования дугового разряда. Как правило, сварку неплавящимся электродом ведут в инертном газе и только при графитовом электроде применяют углекислый газ. Шов при сварке неплавящимся электродом образуется за счет оплавления кромок. В тех случаях, когда форма и размеры шва этого требуют, используют высокую температуру сварочной ванны 5 для оплавления присадочного стержня 6 (рис. 8-39, б). Сварку неплавящимся электродом выполняют на постоянном или переменном токе. Особенности горения дуги переменного тока обусловлены различными физическими свойствами электрода и изделия. В полупериоде, когда катодом является нагретый вольфрам, дуга вследствие значительной термоионной эмиссии возбуждается при низком напряжении. В следующий полупериод, когда катодом является холодный металл (например, алюминий А1) с ничтожной термоионной эмиссией, возбуждение дуги требует значительного пика напряжения. В результате кривая напряжения имеет несимметричную форму, что, в свою очередь, приводит к появлению в сварочной цепи постоянной составляющей тока. Наличие постоянной составляющей отражается на качестве сварного шва (ухудшаются условия разрушения пленки на поверхности металла, нарушается устойчивость горения дуги) и на работе трансформатора (повышается намагничивающий ток, снижается коэффициент мощности и др.). Поэтому источники переменного тока для сварки неплавящимся электродом содержат кроме сварочного трансформатора СТ (рис. 8-40), дросселя насыщения Д/7, осциллятора для первоначального возбуждения дуги также и генератор импульсов для повторного возбуждения дуги и блок подавления постоянной составляющей сварочного тока. 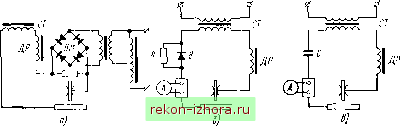 Рис. 8-40. Схемы источников питания для сварки неплавящимся электродом Полностью или частично устранить постоянную составляющую тока можно путем включения в сварочную цепь: 1) источника постоянного тока с э. д с, направленной встречно постоянной составляющей напряжения дуги. В качестве источника тока используется блок полупроводниковых вентилей ВМ (рис. 8-40, а), питаемый от регулируемого автотрансформатора; 2) вентиля, защунтированного сопротивлением (рис. 8-40, б). Вентиль В пропускает ток в те полупериоды, когда катодом является изделие. В других полупериодах величина тока в цепи ограничивается сопротивлением R. Это сопротивление регулируется для компенсации постоянной составляющей на различных режимах; 3) емкости С и индуктивности Др (рис. 8-40, в); этот способ получил наибольщее распространение; его преимущество - отсутствие активных потерь и увеличение cos ф. Для постоянного тока при сварке неплавящимся электродом благодаря отсутствию смены полярности процесс отличается высокой устойчивостью. При сварке неплавящимся электродом применяются выпрямители, преобразователи или трансформаторы с падающими внешними характеристиками. Сварку неплавящимся электродом выполняют вручную, полуавтоматически (механизирована подача присадочной проволоки) или автоматически, когда механизированы передвижение электрода и, при необходимости, подача присадочной проволоки. Горелка для ручной сварки (рис. 8-41) содержит систему охлаждения (водяную или воздушную), электрод, закрепленный в токоподводящей цанге 2, размещенный в пространстве, ограниченном газозащитным соплом /. Диаметр электрода выбирают в зависимости от номинальной величины сварочного тока. При сварке с присадочной проволокой последняя подается по гибкому направляющему каналу так, как это имеет место в шланговых полуавтоматах для плавящегося электрода (рис. 8-42) Проволока электрически изолирована от сварочного напряжения дуги. Скорость подачи присадочной проволоки выбирают в соответствии с ее диаметром и мощностью дуги. Поскольку проволока поступает в ванну по касательной к поверх-
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |