

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением Таблица 8-5 Технические данные наиболее распространенных аппаратов для автоматической сварки плавящимся электродом
Адеп 2 АГП 2 IV Самоходные и подвесные аппараты для сварки в защитных газах 10-80 1 0-2 5 1 0-2 5 400 400 100-800 100 800 560X600X480 300X600X440 V Многоэтектродные сварочные аппараты (сварка под флюсом) 63 24
 Рис 8 31 Сварочный трактор АДС 1000 2 Наряду С перечисленными промышленность выпускает универ сальные и специальные аппараты для сварки в защитной газовой среде или в смеси газов и т д В последнее время получили распространение аппараты для сварки предварительно подогретой проволокой Предварительный подогрев достигается за счет увеличения вылета электрода или за счет пропускания через электродную проволоку подогревающего тока от отдельного низковольтного источника В первом случае во избежание блуждания провочоки с большим вычетом после токоподвода устанавливают дополнительную направляющую втулку, изолированную от мундштука § 8-3. Аппаратура для полуавтоматической сварки плавящимся электродом При полуавтоматической сварке механизирована только операция подачи электродной проволоки, а передвижение дуги вдоль свариваемого шва осуществляется вручную (рис 8 3) Для того чтобы полуавтоматическая сварка могла успешно соперничать с прогрессивными методами ручной сварки, она должна сочетать преимущества автоматической сварки с маневренностью, универсальностью и гибкостью ручной Высокие эксплуатационные свойства современных сварочных полуавтоматов достигаются за счет применения тонкой электродной проволоки, подаваемой к электрической дуге по гибкому направляющему каналу, который позволяет разместить относи- 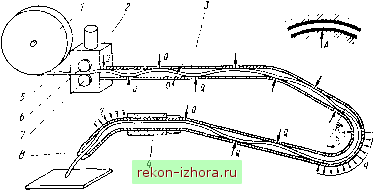 Рис. 8-32. Шланговый полуавтомат толкающего типа тельно тяжелый механизм для подачи проволоки на значительном расстоянии от зоны сварки, где расположен только рабочий орган - сварочная горелка 4 (рис. 8-32). При сварке тонкой проволокой на больших плотностях тока (до 200 А/мм) процесс саморегулирования дуги происходит чрезвычайно интенсивно. Это дает возможность при ручном перемещении горелки использовать независимую скорость подачи. Случайные колебания длины дугового промежутка, связанные с неточностью ручного ведения электрода, как правило, легко компенсируются саморегулированием дуги. Сварочный полуавтомат (рис. 8-32) содержит катушку с проволокой /, подающее устройство 2, гибкий направляющий канал 3 и ручной держатель или горелку 4. Элактродная проволока 5 сматывается с катушки и проталкивается ведущим 6 и прижимным 7 роликами через канал и горелку в дугу. В канале проволока находится в сжатом состоянии; усилие сжатия изменяется от максимального при входе в канал до нуля в наконечнике 8 горелки. Вследствие сжатия проволока располагается в канале в виде волнообразной змейки с переменным шагом волн. В местах контакта проволоки с каналом возникает сила трения Q, величина которой тем больше, чем больше угол Р и чем больше число точек контакта проволоки с каналом. Сопротивление проталкиванию проволоки зависит от изгиба гибкого направляющего канала с проволокой (сила Л), от его длины и от материала трущихся поверхностей. На закруглениях со сравнительно небольшим радиусом (R) проволока укладывается как бы по внутренней поверхности желоба шкива, создавая дополнительное трение q, величина которого зависит от угла обхвата а. Таким образом, сопротивление проталкиванию проволоки имеет комбинированный характер. Для тонких проволок решающее значение имеет потеря продольной устойчивости, для толстых - усилие изгиба.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |