

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением 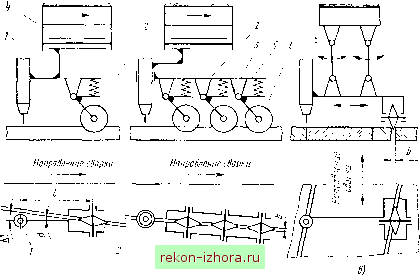 а) 5) Рис. 8-26. Механические роликовые копиры Для ручной корректировки используют такие средства наблюдения за дугой, как промышленное телевидение и т. п. Ручные корректоры обеспечивают точность направления электрода в пределах ±1,5--2,5 мм в зависимости от расстояния между указателем и электродом, от скорости сварки и тренированности сварщика. Практикой доказано, что ручная корректировка эффективна при скорости сварки ниже 60-80 м/ч. При больших скоростях сварщик не всегда успевает среагировать на отклонение траектории шва. Механические копирующие системы представляют собой регуляторы прямого действия, где рабочий орган (мундштук /) (рис. 8-26, а) жестко связеПн с механическим копирующим элементом 2 в виде ролика или костыля, перемещающихся по свариваемым кромкам или по копиру и повторяющих конфигурацию шва. Мундштук или головка имеют по крайней мере одну степень свободы (вокруг оси 4) для перемещения поперек шва совместно с копиром. Системы такого типа отличаются простотой и надежностью, но они могут быть использованы только для сварки тех соединений, где имеется гарантированный зазор между кромками или другая база для механического копирования (угол, нахлестка и т. п.). Кроме того, вследствие расположения копира на определенном расстоянии / от электрода возникает погрешность слежения А/, которая тем больше, чем больше расстояние I и чем больше отклонение а между линией направления движения ходового механизма и линией шва. Частично этот недостаток может быть устранен за счет применения самоустанавливающихся копиров с двумя-тремя роли-     Рис. 8-27. Различные вариаиЧы настройки сварочного трактора ТС-17-Р ками 2, 3 я 6 (рис. 8-26, б), которые могут поворачиваться вокруг оси мундштука 1 на рычаге 5, образуя всегда с мундштуком прямую линию. Это исключает погрешность слежения Al. Наличие трех роликов позволяет сохранить прямую линию при прохождении копира через сборочные прихватки. Механические копиры весьма эффективны в аппаратах тракторного типа, так как копирующим элементом в этом случае является весь сварочный аппарат. На рис. 8-27 показаны различные настройки широко распространенного трактора ТС-17-Р. При настройке а ходовая тележка трактора опирается на четыре колеса. В настройке б передние колеса заменены двумя клиновидными роликами, размещенными в зазоре между кромками и прижатыми к изделию весом трактора. При сварке угловых швов точное направление электрода может быть достигнуто при условии копирования обеих деталей, образующих угол. При сварке в лодочку это достигается заменой одного из передних колес копирным роликом и установкой на уровне задних колес бокового упорного ролика (настройка в). При сварке наклонным электродом (настройка г) прижим трактора к вертикальной стенке достигается вследствие некоторого перекоса ходового механизма в сторону направления сварки. Трактор как бы наезжает на вертикальную стенку, прижимаясь к ней, и движется с некоторой горизонтальной пробуксовкой роликов. 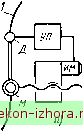  Рис. 8-28. Схема действия бесконтактных следящих систем Перечисленные системы непригодны для сварки швов, представляющих собой ломаную линию или линию переменной кривизны. В некоторых случаях такие швы могут быть сварены при помощи механических шаблонов, повторяющих конфигурацию шва (рис. 8-26, в). Следящие системы косвенного действия (бесконтактные) применяют в тех случаях, когда невозможно использовать механические копиры (стыковые швы без зазора и разделки кромок, швы непрямолинейные и др.). Как правило, такие системы содержат датчик Л (рис. 8-28), регистрирующий отклонение шва /, усилитель-преобразователь У/7, перерабатывающий информацию, исполнительный механизм ЯУИ, воздействующий на положение мундштука УИ. При компоновке а, когда датчик установлен впереди мундштука, система обладает рядом недостатков, свойственных механическим копирам. Более точное копирование достигается при компоновке б по так называемой опорной линии 2 или установленному шаблону. Опорной линией может служить риска, нанесенная параллельно кромкам одновременно с обработкой последней, линия, проведенная краской (или окраска кромок), наклейка цветной полосы и др. Однако нанесение опорной линии связано с выполнением дополнительной операции и снижает производительность процесса. Эффективное решение задачи копирования - применение запоминающего устройства ЗУ (рис. 8-28, в). Датчик Д, расположенный на расстоянии / впереди мундштука УИ, передает через усилитель УЯ сигнал записывающему устройству ЗУ. Сигнал записывается на магнитной или бумажной ленте. Лента движется относительно записывающей 5 и считывающей Ч головок со скоростью, равной скорости сварки. Таким образом, за то время, пока мундштук пройдет путь /, сигнал, записанный в точке а, попадает под считывающую головку Ч, которая через усилитель передает команду исполнительному механизму ИМ. Надежность и эффективность следящей системы зависят в первую очередь от типа и конструкции датчика. Фотоэлектрический датчик основан на изменении величины фототока в элементе / (рис. 8-29, d) в зависимости от интенсив-
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |