

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением ограничения при выборе режимов сварки. Заштрихованная область (см. рис. 8-18) соответствует тем редко встречающимся в производственных условиях случаям, когда при сварке электродной проволокой диаметром более 3 мм необходимо применять автоматические регуляторы напряжений сварочной дуги. Аппараты с постоянной скоростью подачи проволоки отличаются простотой и надежностью. Настройка скорости подачи производится или ступенчато (сменные шестерни или ролики, коробка скоростей), или плавно (механические вариаторы, двигатели постоянного тока). На рис. 8-19 показана электрокинематическая схема простейшей головки со сменными шестернями. Изменяя соотношение числа зубьев сменных шестерен 5, можно получить требуемую скорость подачи проволоки. Электрическая схема содержит понижающий трансформатор ТП, переключатель ПП и кнопочный блок К с промежуточными реле Р. Кнопками осуществляют настроечное перемещение проволоки, пуск и остановку процесса. Более совершенные головки имеют контактор, отключающий источник питания во время пауз, устройства для возбуждения дуги и для заварки кратера. Головки со сменными шестернями применяют в серийном и массовом производстве, где режим перестраивается относительно редко и где решающее значение имеют стабильность режима, простота и надежность оборудования. В единичном производстве, где часто необходимо изменять режим, применяют коробки скоростей или вариаторы (механические или электрические). В схеме механизма с коробкой скоростей (рис. 8-20, а) переключение скоростей достигается при помощи двух выдвижных (скользящих) шпонок /, включающих под действием пружины 2 различные  Слепа расптожения фрикционных Игталеи Seccmi/пенчатои перекчи Зпекгпродиач провотка пкп, пп, п>п, Рис. 8-20. Механические системы настройки скорости подачи электродной проволоки / - шпонки выдвижные, 2 - пружина 3 - штанга, 4 - шестерня с фиксатором, 5 - асинхронные двигатели, 6 - ведущее звено. 7 - ведомое звено 8 - поворотный ролик 10 - звенья понижаюгцего редуктора: и - ротик подающий 12 - ролик прижимной 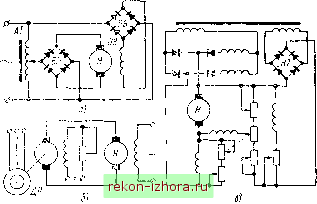 Рис. 8-21. Электрические системы настройки скорости подачи электродной проволоки шестерни в кинематической цепи. Шпонки совместно со штангами 3 с кольцевыми рейками перемещаются при помощи ведущих шестерен 4 Такие механизмы нашли ограниченное применение вследствие сравт1ительно большой массы и размеров. Вариаторы (рис. 8-20, б) сложны в эксплуатации, так как фрикционные элементы быстро изнашиваются, нестабилен их коэффициент трения, они чувствительны к загрязнениям. Наиболее удобны головки с электродвигателями переменного тока. Однако привод головок, основанных на явлении саморегулирования, должен иметь достаточно жесткие механические характеристики Поэтому малопригодны системы, где частота вращения электродвигателя регулируется за счет изменения силы тока в обмотке якоря или в обмотке возбуждения. Кроме того, последняя схема имеет малый диапазон регулирования. Широкое распространение получила схема (рис. 8-21, а) питания электродвигателя Я от регулируемого источника переменного тока (автотрансформатора АТ или секционированного трансформатора) через выпрямительные блоки ВЯ и ВВ. Достаточно большой диапазон регулирования дает привод (рис. 8-21,6), работающий по схеме генератор - электродвигатель Я, отличающийся, однако, громоздкостью и высокой стоимостью. На рис 8-21, в показан привод с магнитным усилителем Такой привод имеет диапазон регулирования 1 : 10 и жесткость механических характеристик в среднем до 20% при изменении нагрузки на валу электродвигателя от О до 100% от номинальной. Блок-схема регулятора напряжения дуги (рис. 8-22) состоит Рис. 8-22. Бпоксхема регулятора напряжения дуги 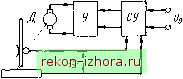 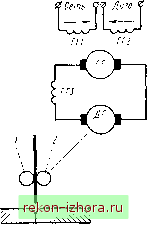 Рис. 8-23. Схема регулятора напряжения дуги в сварочной головке АДС-1000-2: / - прижимной ролик; 2 - подающий ролик из устройства СУ, сравнивающего напряжение дуги [/д с эталонным напряжением [/о и усилителя У, передающего разность напряжений [/q- U на привод Д механизма подачи. Таким образом, скорость подачи является функцией напряжения дуги. Если на рабочем участке характеристики значение то регулятор поддержи- велико. вает заданное напряжение с высокой точностью. Известно большое количество различных конструкций регуляторов напряжения дуги, поддерживающих заданное напряжение соответствующим воздействием на скорость подачи электродной проволоки. Наибольшее распространение получили регуляторы непрерывного действия. В качестве примера на рис. 8-23 приведена схема регулятора сварочной головки аппарата АДС-1000-2. Якорь ДГ электродвигателя подачи проволоки питается от генератора ГГ, в котором имеются три обмотки возбуждения ГГ/, ГГ2 и ГГЗ. Первая обмотка питается от независимого источника через потенциометр. Обмотка ГГ2 включена параллельно сварочной дуге. Магнитные потоки обмотки ГГ/ и ГГ2 направлены встречно. При нормальном напряжении дуги поток обмотки ГГ2 преобладает над потоком обмотки ГГ/ и электродвигатель вращается в направлении подачи проволоки к изделию. Понижение напряжения дуги вызывает уменьшение скорости подачи вплоть до остановки электродвигателя. Дальнейшее понижение напряжения дуги приводит к реверсированию электродвигателя ДГ. Последовательная обмотка ГГЗ служит для повышения вращающего момента электродвигателя при увеличении нагрузки на его валу. Токоподводящие мундштуки предназначены для направления электрода в сварочную ванну и для подвода к нему тока. Мундштуки бывают роликовыми, колодочными, втульчатыми и сапож-ковыми. Роликовый мундштук (рис. 8-24, а) имеет два или три контакта /, укрепленных на токоведущем корпусе 2. Для надежного токоподвода один из контактов прижат пружиной 3. Колодочный мундштук (рис. 8-24, б) состоит из двух контактных колодок 4 к 5 со вставками 6. Колодка 5 может перемещаться на штыре 7 под действием пружины 8. Ток подводится к неподвижной колодке 4. Принцип действия сапожкового мундштука ясен из рис. 8-24, в.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |