

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением гелием природные газы в США, что определяет широкое применение гелия для сварки в этой стране. В небольшом количестве гелий содержится в воздухе, и его подобно аргону получают в качестве побочного продукта в кислородных установках. Инертные газовые смеси состоят, как правило, из аргона и гелия. Обладая большей плотностью, чем гелий, такие смеси лучше защищают металл сварочной ванны от воздуха. Особенно хорошими защитными свойствами обладает инертная газовая смесь, состоящая из 70 об.% аргона и 30. об.% гелия. Плотность такой смеси близка к плотности воздуха. Для сварки химически активных металлов находит применение инертная смесь, содержащая 60-65 об. % гелия, а остальное аргон. Инертные газовые смеси хотя заметно дороже, чем аргон, но превосходят его по интенсивности выделения теплоты электрической дуги в зоне сварки. Это имеет существенное значение при сварке металлов с высокой теплопроводностью. Инертные газовые смеси требуемого состава обычно получают путем смешивания газов, поступающих из двух отдельных баллонов, при помощи специальных смесителей. Некоторые зарубежные фирмы поставляют в баллонах готовую аргоно-гелиевую смесь требуемого состава. О Смеси инертных и активных газов находят все более широкое применение при сварке плавящимся электродом сталей различных классов ввиду их технологических преимуществ: меньшей по сравнению с активными газами интенсивностью химического воздействия на металл сварочной ванны, высокой устойчивости дугового процесса, благоприятного характера переноса электродного металла через дугу. По сравнению с чистым аргоном смеси инертных и активных газов имеют преимущества при сварке конструкционных сталей. Известно, что при плавящемся электроде лучшие характеристики процесса сварки обычно достигаются на постоянном токе обратной полярности. Однако при сварке стали применение в качестве защитного газа чистого аргона сопровождается нестабильностью положения катодного пятна на поверхности изделия. В результате получаются плохо сформированные сварные швы.\( Добавка к аргону небольшого количества кислорода или другого окислительного газа существенно повышает устойчивость горения дуги и улучшает качество формирования сварных швов. Наличие кислорода в атмосфере дуги способствует более мелкокапельному переносу электродного металла. Это обусловлено поверхностно-активным действием кислорода на железо и его сплавы. Растворяясь в жидком металле и скапливаясь преимущественно на поверхности, кислород значительно снижает его поверхностное натяжение. В результате облегчается образование отдельных капель металла, а их размер уменьшается. Поэтому для сварки стали применяют не чистый аргон, а смеси с кислородом и углекислым газом Аг-Оа, Аг-СО2, Аг-СОз-Og. 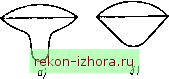 Рис. 7-37. Форма провара при сварке в защитных газах: а - в аргоне: б - в углекислом газе Для сварки аустенитных сталей плавящимся электродом рекомендуется применять аргон с добавкой 1 об. % кислорода. Такая газовая смесь обеспечивает устойчивый процесс сварки и вместе с тем слабо окисляет металл сварочной ванны. Смесь аргона с 2 или 5 об. % кислорода целесообразно применять при сварке ферритных сталей, когда требуется струйный перенос электродного металла. При сварке в таких газовых смесях качество формирования швов высокое, а разбрызгивание электродного металла очень невелико. Недостатками упомянутых смесей аргона с кислородом являются интенсивное излучение дуги и характерное для аргона пальцевидное проплавление основного металла. V В этом отношении значительно лучшими являются смеси, содержащие углекислый газ. При сварке в смесях Аг +20% СОа и Аг + (15--30%) СО2 + 5% О2 интенсивность излучения столба дуги относительно невелика, а форма проплавления основного металла такая же, как и у углекислого газа (рис. 7-37). Вместе с тем эти смеси по химическому воздействию на металл сварочной ванны приближаются к углекислому газу. \j Из табл. 7-42 видно, что наиболее неблагоприятные изменения химического состава металла сварочной ванны происходят при защите углекислым газом. Металл науглероживается, а содержание марганца, ниобия и кремния заметно снижается. В результате снижается коррозионная стойкость металла шва, характеризуемая соотношением концентраций ниобия и углерода. Металл шва, сваренный в смеси Аг +1 % Ог, наименее отличается по химическому составу от исходной сварочной проволоки. Швы, сваренные в газовых смесях, содержащих углекислый газ, занимают в этом отношении промежуточное положение. Вместе с тем окисление металла сварочной ванны входящими в состав газовых смесей Таблица 7-42 Состав металла шва, сваренного аустенитной проволокой, % не менее
активными газами имеет и положительное значение, о чем уже говорилось выше. Аргоно-водородную смесь (до 20 об.% На) применяют при микроплазменной сварке Наличие водорода в смеси обеспечивает сжатие столба плазмы, делает его более острым, сконцентрированным. Кроме того, водород создает в зоне сварки необходимую в ряде случаев восстановительную атмосферу. При транспортировке баллонов с газом и работе с ними необходимо соблюдать правила обращения с баллонами высокого давления Вследствие высокого внутреннего давления стенки баллонов находятся в напряженном состоянии и всякое местное возрастание напряжений может служить причиной разрушения недостаточно высококачественного баллона. Поэтому баллоны со сжатыми газами нельзя бросать и подвергать ударам и нагреву. Особую осторожность следует соблюдать зимой. У рабочего места баллон должен быть размещен вертикально и обязательно закреплен. Активные газы. Активными защитными газами называют газы, способные защищать зону сварки от доступа воздуха и вместе с тем химически реагирующие со свариваемыд1 металлом или физически растворяющиеся в нем. При дуговой сварке стали в качестве защитной среды применяют углекислый газ Ввиду химической активности его по отношению к вольфраму сварку в этом газе ведут только плавящимся электродом. Применение углекислого газа обеспечивает надежную защиту зоны сварки от соприкосновения с воздухом и предупреждает азотирование металла шва. Углекислый газ оказывает на металл сварочной ванны окисляющее, а также науглероживающее действие (см. табл. 7-42) Из легирующих элементов ванны наиболее сильно окисляются алюминий, титан и цирконий, менее интенсивно - кремний, марганец, хром, ванадий и др Препятствием для применения углекислого газа в качестве защитной среды прежде являлись поры в швах. Поры вызывались кипением затвердевающего металла сварочной ванны от выделения СО вследствие недостаточной его раскисленности. Применение сварочных проволок с повышенным содержанием кремния устранило этот недостаток, что позволило широко использовать углекислый газ в сварочном производстве Углекислый газ (двуокись углерода) бесцветен, не ядовит, тяжелее воздуха. При давлении 760 мм рт ст. и температуре 0° С плотность углекислого газа равна 1,97686 г/л, что в 1,5 раза больше плотности воздуха. Углекислый газ хорошо растворяется в воде. Жидкая углекислота - бесцветная жидкость, плотность которой сильно изменяется с изменением температуры. Вследствие этого она поставляется по массе, а не по объему. При испарении 1 кг жидкой углекислоты в нормальных условиях (760 мм рт. ст., 0° С) образуется 509 л углекислого газа. В промышленном масштабе углекислоту получают в специальных установках путем извлечения ее из дымовых газов, образу-
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |