

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением 1  Рис. 7-29. Строение зерен флюса а - стекловидного, 6 - пемзовидного Согласно рекомендации СЭВ по стандартизации сварочных плавленых флюсов РС2205-69, флюс подразделен по величине зерен (табл. 7-30). Определяющими при выборе флюса являются состав основного металла и принятый способ сварки. Флюсы для дуговой сварки углеродистых конструкционных сталей. Для сварки углеродистых сталей следует применять флюсы, удовлетворяющие основным требованиям- обеспечение устойчивости процесса сварки; отсутствие кристаллизационных трещин и пор в шве; обеспечение требуемых механических свойств металла шва и сварного соединения в целом; хорошее формирование шва; легкая отделимость шлаковой корки; минимальное выделение вредных газов при сварке; низкая стоимость флюса и возможность промышленного изготовления. Устойчивость процесса дуговой сварки в первую очередь зависит от устойчивости (стабильности) горения дуги. Под последней обычно понимают постоянство во времени основных электрических характеристик дуги, а именно: постоянство значений напряжения дуги и силы тока. Сварочная дуга является одним из видов электрического разряда в газах, а поэтому устойчивость ее горения, при прочих равных условиях, определяется составом атмосферы дуги. При нагреве теплотой дуги флюс выделяет газы и пары, изменяя этим состав атмосферы дуги. Наличие в составе флюса соединений щелочных и щелочноземельных металлов Таблица 7-30 Зернистость флюсов согласно рекомендации СЭВ
повышает устойчивость Процесса сварки, тогДа как фторисТЫё соединения уменьшают ее. Стойкость швов против образования кристаллизационных трещин зависит от химического состава металла шва. Изменяя содержание в металле шва углерода, серы и марганца, флюс оказывает влияние на стойкость швов против кристаллизационных трещин. При сварке флюс расплавляется, превращаясь в шлак, и взаимодействует с жидким металлом. Длительность их взаимодействия очень невелика и в зависимости от режима сварки может составлять от 10-15 с до 1 мин. Затем, когда металл и шлак затвердеют, их взаимодействие прекращается. Несмотря на кратковременность, взаимодействие жидких металла и шлака происходит довольно энергично. Это обусловлено высокими температурами, до которых нагреваются металл и шлак, большими поверхностями их контактирования и сравнительно большим относительным количеством шлака, составляющим в среднем 30-40% массы металла. Реакции, протекающие между жидкими металлом и шлаком в процессе их взаимодействия, являются реакциями вытеснения одного элемента из шлака в металл другим или же реакциями распределения элемента между металлом и шлаком. Так, при сварке углеродистой стали под плавленым высококремнистым марганцевым флюсом (например, АН-348-А) марганец и кремний частично вытесняются железом из шлака и переходят в металл сварочной ванны [см. реакции (7-2) и (7-3))]. Стрелки указывают, что реакции могут идти в обоих направлениях: слева направо в зоне высоких температур вблизи дуги (восстановление марганца и кремния) и справа налево в затвердевающей части сварочной ванны (окисление марганца и кремния). Направление реакций зависит также от концентрации реагирующих веществ. При большом содержании марганца или кремния в металле сварочной ванны, отсутствии МпО и SiOg или большом содержании FeO в шлаке окисление марганца и кремния может происходить и в зоне высоких температур сварочной ванны. Величина перехода кремния пропорциональна содержанию SiOg во флюсе (рис. 7-30). При одинаковом содержании SiOg величины перехода кремния могут быть разными: чем больше FeO и СаО во флюсе, тем переход меньше. В том же направлении действует повышение содержания кремния в сварочной проволоке и основном металле. Переход кремния из флюса в металл сварочной ванны предупреждает возникновение пористости швов от выделения СО на кипящей и полу-Рис. 7-30. Переход кремния из флюса в металл шва в зависимости от содержания во флюсе SiOj 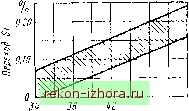 Рис. 7-31. Переход серы из высококремнистого марганцевого флюса в металл шва в зависимости от содержания во флюсе МпО % 0,01 0,01 0,01 30 Мп0,% спокойной углеродистой стали и уменьшает опасность появления § пористости швов на успокоенной о углеродистой стали. Переход марганца из флюса в металл сварочной ванны тем выше, чем больше содержание окислов марганца во флюсе. Увеличение содержания марганца в металле за счет прохождения реакции (2-9) повышает стойкость сварных швов на углеродистой стали против образования кристаллизационных трещин. При сварке под высококремнистым безмарганцевым флюсом происходит окисление содержащегося в металле марганца вследствие прохождения реакции (7-1). Для обеспечения необходимого содержания марганца в металле шва при сварке под этими флюсами применяют низкоуглеродистую марганцовистую проволоку, содержащую 1,5-3,0% Мп. От состава шлака зависит реакция распределения серы между шлаком и металлом: с >. с -шл -<- мет- Сера оказывает резко отрицательное влияние на стойкость металла шва против образования кристаллизационных трещин, поэтому следует снижать ее содержание в металле шва. При флюсах с высоким содержанием SiOg, TiOg и AlgOg - так называемых кислых окислов сера переходит из флюса в металл. Чем больше окислов марганца в высококремнистом марганцевом флюсе и меньше FeO, тем меньше переход серы в металл. На рис. 7-31 показано влияние содержания МпО в плавленом высококремнистом марганцевом флюсе на величину перехода серы в металл шва. При содержании 25% МпО и более сера почти не переходит из флюса в металл шва. Данные на рис. 7-31 относятся к флюсам, содержащим около 0,1% S и 40-45% SiOg. Повышение содержания марганца в металле сварочной ванны и введение в нее алюминия и титана препятствует переходу серы из шлака в металл. При сварке под основными флюсами сера переходит из металла в шлак. Реакция окисления углерода проходит в металле сварочной ванны без участия флюса. Однако интенсивность прохождения ее зависит от состава флюса - основного источника поступления кислорода в металл. Углерод окисляется более интенсивно при сварке под флюсами, содержащими значительные количества FeO, МпО и SiOg. Окисление углерода ведет к уменьшению его концентрации в металле шва, что повышает стойкость шва против образования кристаллизационных трещин.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |