

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением Us в }0 20 10 0 100 m MO wo soo 6oo wo mijA Рис. 2-3. Статические вольт-амперные характеристики открытой дуги с катодами различных диаметров  Рис. 2-4 Элемент тока dl в магнитном поле столба его сжатие.. Когда столб представляет собой цилиндр, сжатие во всех его сечениях одинаково и осевой поток газа отсутствует. В случае наличия даже местных сужений столба наибольшее сжатие, как показывает анализ, наблюдается в его самых малых сечениях. В результате газ перетекает из зоны большего сжатия в соседние зоны, т е. в сторону уширения столба. Поскольку указанные местные сужения наблюдаются главным образом у катода, то там и зарождаются потоки газа. Испарение электродов объясняется тем, что передаваемая дугой их активным пятнам удельная мощность не может быть отведена от пятен теплопроводностью и лучеиспусканием даже при предельно возможной температуре пятен (кипении). Анализ имеющихся экспериментальных данных показывает, что интенсивность испарения электродов и вызываемые им эффекты растут по мере увеличения передаваемой электродам мощности и плотности тока в активных пятнах. Обе эти величины быстро растут по мере увеличения потенциала ионизации дугового газа Особенно интенсивные потоки истекают из пятен электродов, кипящих при низких температурах. Распределение энергии по активным пятнам дуги. Как показывает опыт, мощность, передаваемая активным пятнам дуги и расходуемая на нагрев, плавление и испарение электродов, распределена по площади пятен неравномерно. Максимальна она в центральных зонах пятен и уменьшается к краям. Кроме того, электроды-пластины, которыми чаще всего служат свариваемые изделия, получают от дуги часть мощности излучения и газовых потоков столба теми точками, которые расположены за пределами активных пятен. Пятна, в свою очередь, перемещаются (блуждают) по поверхностям электродов. Все это приводит к увеличению ширины и уменьшению глубины проплавления металла, что снижает эффективность дуги в сварочном процессе. *Для уменьшения зоны блуждения пятна дуги на электроде-пластине столб дуги помещают в продольное магнитное поле либо Таблица 2-1 Энергетические и технологические харак1ерИстИки дус Параметр Потенциал ионизации U высокий низкий Напряжение дуги........... Активный к. п. д., % ......... Падение напряжения, В: анодного ............. катодного ............. Плотность тока на аноде и на катоде . . Скорость плавления стальной проволоки, г/А-ч: анода ............... катода ............... Погружение активных пятен в ванну: анодного ............. катодного ............. Блуждание катодного пятна по электродам Эластичность дуги........... Высокое 55-65 4-6 Высокое Высокая 11-12 Высокая Малое Большое Интенсивное Малая Низкое 55-65 4-6 Низкое Низкая 11-12 Низкая Малое Слабое Большая на пластины наносят пленки вещества, затрудняющего горение дуги. Зону действия газовых потоков уменьшают сужением сечения столба дуги у электродов-пластин путем уменьшения длины дуги и увеличения потенциала ионизации ее газа. Общие характеристики дуг с высоким и низким потенциалом ионизации дугового газа приведены в табл. 2-1. Особенности дуг переменного тока. При питании дуги переменным током частотой / каждый из электродов / раз в секунду поперечиио бывает катодом и анодом. За каждый период ток дважды принимает нулевое значение, при котором дуга гаснет. Затем, по мере увеличения тока, она снова возбуждается. Опыт и теоретические расчеты показывают, что даже после весьма кратковременных погасаний дуги газ столба охлаждается, деиони- 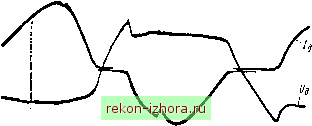 Рис. 2-5. Осциллограмма тока и напряжения дуги переменного тока зируется и каждое повторное возбуждение дуги происходит в условиях, требующих кратковременного повыщения напряжения на электродах. В результате в начале каждого полупериода на кривой напряжения дуги появляется пик, называемый пиком зажигания (рис. 2-5). Чем выще потенциал ионизации дугового газа, тем выше температура столба дуги [см. уравнение (2-1) ], тем быстрее он теряет энергию и охлаждается перед повторными возбуждениями. Если для повторных возбуждений дуги требуются напряжения более высокие, чем амплитуда напряжения холостого хода сварочного трансформатора, дуга повторно не возбуждается и процесс прекращается. Для облегчения повторных возбуждений дуг с высоким потенциалом ионизации дугового газа используют осцилляторы и специальные генераторы импульсов, повышающие напряжение на электродах после перехода тока дуги через нулевые значения. На возбудившейся дуге в течение всего полупериода тока устанавливается постоянное напряжение, и она горит устойчиво. При использовании в качестве электродов металлов с различной температурой кипения дуга приобретает выпрямляющее свойство, отрицательно влияющее на формирование сварных швов и работу источников питания. Это свойство выражается в различии величин напряжения и тока дуги в соседних полупериодах (рис. 2-6). Так, при сварке алюминия вольфрамовым электродом в среде аргона напряжение дуги длиной 4 мм в тот полупериод, когда катодом является вольфрам, равно 12 В. В другом полупериоде, когда катодное пятно располагается на алюминиевом изделии, напряжение повышается до 22 В. Это вызывает соответствующее уменьшение тока. Выпрямляющее свойство описанных дуг определяется различием температур кипения катодов, от которых, в свою очередь, зависят разность температур AT и катодные напряжения дуг [см. уравнение (2-9)]. Так, при расположении катодного пятна на вольфраме, температура поверхности которого достигает 3500 К, разность температур AT в катодной области дуги в парах алюминия {U = 5,95 эВ) будет 2260 К. Когда же катодное пятно находится на алюминии, кипящем при температуре 2333 К, то разность температур в катодной области AT будет 3427 К- По 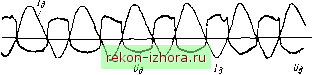 Рис. 2-6. Осциллограмма тока и напряжения дуги при сварке вольфрамовым и алюминиевым электродами
|
|||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |