

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением на составляющие покрытий, соотношение массы покрытия и массы стержня, толщина покрытия в зависимости от диаметра стержня, режимы сушки и прокалки, а также условия хранения электродов. В паспорте содержатся также краткие технологические указания по сварке, характеристики расплавления электродов, химический состав и свойства наплавленного металла, металлашва или сварного соединения. Общие требования, предъявляемые к электродам, регламентированы ГОСТ 9466-60. Это размеры и допуски отклонений от номинальных размеров, качество покрытия, влагостойкость покрытия, требования к технологическим и металлургическим свойствам электродов. Этим же стандартом обусловлены правила приемки электродов, методы испытаний швов и сварных соединений, условия маркировки и упаковки, данные о документации на электроды. Условное обозначение электродов для дуговой сварки сталей и наплавки состоит из обозначения марки и типа электрода, диаметра стержня и номера стандарта. В условном обозначении электродов для сварки конструкционных и теплоустойчивых сталей указан также вид покрытия. Например, условное обозначение электрода АНО-7 Э50А-5,0-Ф ГОСТ 9467-60 расшифровывается следующим образом: АНО-7 - марка электрода; Э50А - тип электрода (Э- электрод для дуговой сварки, 50- минимальное гарантируемое временное сопротивление металла шва в кгс/мм; А - гарантирование получения повышенных пластических свойств металла шва); 5,0 - диаметр электродного стержня в мм; Ф - фтористо-кальциевое покрытие; ГОСТ 9467-60- номер стандарта на данный электрод. Металлургические процессы, происходящие при сварке покрытыми электродами. Металлургические процессы при дуговой сварке покрытым электродом характеризуются малыми количествами реагирующих веществ, кратковременностью и высокими температурами взаимодействия фаз. От характера и интенсивности металлургических реакций существенно зависит химический состав, а следовательно и механические свойства металла шва. Перенос электродного металла через дуговой промежуток в основном осуществляется каплями. Расплавленное покрытие частично переносится через дуговой промежуток в виде шлаковой оболочки вокруг капель металла, а частично непосредственно стекает в ванну. В процессе сварки наблюдается значительное перемешивание металла и шлака, что увеличивает межфазную поверхность металл-шлак. На торце электрода и в дуговом промежутке капли металла и шлака нагреваются до температуры 2100-2300° С, а средняя температура металла в сварочной ванне составляет примерно 1700-1800° С. Температура газов (плазмы) в столбе дуги достигает 5000-6000° С. Большие межфазные поверхности и высокая температура обеспечивают при сварке интенсивное взаимодействие металла со шлаком и газами. Рис. 7-9. Кинетика окисления марганца в электродном покрытии: %СаСО, %Мп %СаСОз %Мп = 2,4, = 14 (А А Ерохии) 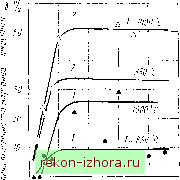 г k 6 8 мин Продоптитепьность нагрева образца Процессы, происходящие при нагреве твердого покрытия на конце электрода, имеют очень важное значение, так как от характера их протекания зависят состав, количество поступающих в атмосферу дуги газов, степень окисления ферросплавов и др. В твердом покрытии при нагреве происходит разложение или сгорание органических веществ, диссоциация карбонатов и окислов, окисление ферросплавов. Так, диссоциация магнезита начинается уже при температуре около 430° С, а мрамора - около 540° С; MnOg начинает диссоциировать в атмосфере воздуха при температуре 470° С, переходя в MngOg. Органические составляющие начинают разлагаться еще при более низких температурах. При наличии окислителей в покрытии органические вещества сгорают, образуя газовые смеси, состоящие в основном из СО2, 11%, HgO и со. Значительное влияние на кинетику и степень диссоциации составляющих покрытия оказывают их минералогический состав, дисперсность, степень гидратации, состав покрытия и т. д. Добавление окислов, фторидов и металлических порошков к карбонатам приводит к смещению интервала диссоциации карбонатов в область низких температур. Это вызвано прежде всего улучшением теплопроводности покрытий и развитием экзотермических реакций окисления. Одной из главных реакций, происходящих в твердой фазе при нагреве покрытия, является окисление ферросплавов кислородом воздуха и углекислым газом, выделяющимся при диссоциации карбонатов. Наличие карбоната в покрытии способствует большему окислению ферросплавов к моменту расплавления покрытия (рис. 7-9). Состав и количество газов в атмосфере дуги зависят от типа покрытия При плавлении покрытий рудно-кислого, рутилового и органического типов в результате разложения органических составляющих и окисления углерода образуются главным образом водород, окись углерода и пары воды При введении в рутиловое покрытие карбонатов атмосфера дуги содержит значительное количество углекислого газа. При сварке электродами с фтористо-кальциевым покрытием атмосфера дуги содержит углекислый газ, окись углерода и пары воды. Таблица 7-14 Состав газов (об. %) (по данным Л В. Сухова и А. Е. Марченко)
В табл. 7-14 приведены результаты анализа газов, образующихся при сварке электродами с различными покрытиями. Кроме этих газов в атмосфере дуги всегда имеется азот воздуха. Количество его в основном определяется эффективностью газовой защиты. Азот диссоциирует в дуговом промежутке (рис. 7-10). Диссоциация азота повышает скорость его абсорбции расплавленным железом. Снижение количества азота в металле шва при сварке покрытыми электродами достигается надежной газошлаковой защитой. Максимальное содержание азота наблюдается в металле шва, сваренного электродами со стабилизирующим покрытием. Оно составляет 0,1-0,2% и значительно превышает максимальную растворимость азота в железе при комнатной температуре. С увеличением толщины покрытия содержание азота в металле шва снижается (рис. 7-11). Газообразующие компоненты в процессе плавления электрода выделяют значительное количество газов и снижают парциальное давление азота в атмосфере дуги, что обеспечивает уменьшение его содержания в металле шва (рис. 7-12). Содержание азота в металле шва зависит от степени его легирования. Повышение содержания углерода в проволоке или по- § o,s I 0,2
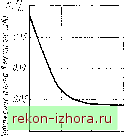 гооо 6000 то тп Рис. 7-10. Зависимость степени диссоциации Nj, О2 и Нз от температуры -О 20 kO к.% Коэффициент массы покрытия Рис. 7-11. Влияние коэффициента массы шлакообразующего покрытия на содержание азота в металле шва
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |