

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Токарный, долбежный, строгальный станок Резцы проходные отогнутБге (ГСХ:Т 22708-77). Точка врезания переносится от вершины резца к участкам режущей кромки, удаленным от вершины. При X. В> 6° возрастают силы и Ру и дальнейшее увеличение угла Х возможно при высокой жесткости системы СПИД (при нежесткой системе СПИД рекомендуются Я <3 0). Радиус скругления режущей кромки р выбирается в зависимости от цели скругления: для повышения прочности р = 160а° , мкм, при скругленйи с целью повышения стойкости р = 110а, мкм, где а - толщина среза, мм. Резцы токарные подрезные торцовые с пластинами из быстрорежущей стали - по ТОСТ 22709-77; резцы токарные отрезные - по ГОСТ 22710-77; резцы токарные расточные - по ГОСТ \-?ГР  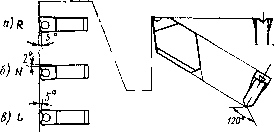 Рис. 8 9 Отрезной резец Т-МАХ фирмы Сандвик Коромант (Швеция) с механическим креплением пластин: а - правое, б - нейтральное ив - левое исполнения пластин 22711-77 (для обработки сквозных отверстий) и ГОСТ 22712-77 (для обработки глухих отверстий). Сборные резцы для тяжелых токарных станков (рис. 8.10, а). Состоят из корпуса (державки), на котором с помощью соединен! я типа ласточкин хвост крепятся быстросъемные блок-всгавки / с твердосплавными пластинами 5. Прижим 4 одновременно является и стружколомом. Подкладка 2 защищает корпус блок-вставки от повреждения в случае поломки пластин. Пластины 2 призматической формы имеют длину 16-60 мм и обеспечивают съем припуска до 45 мм Резцы аналогичной конструкции выпускают и некоторые зарубежные фирмы (например, фирма Сандвик 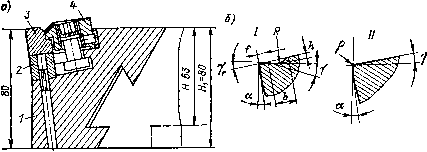 Рис, 8,10. Резец для тяжелых токарных работ (а), форма передней поверхности сменной пластины (б) SA7. Геометрические параметры заточки режущих пластин
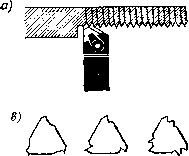 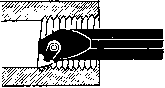 Рис. 8.11. Резьбовые резцы Т-МАХ фирмы Сандвик Коромант (Швеция): а, б - нарезание наружных и внутренних резьб; в - виды резьбонарезных пластин Коромант ). Форма передней поверхности и геометрические параметры заточки пластин приведены на рис. 8.10, бив табл. 8.17. Резьбовые резцы, оснащенные неперетачиваемыми твердосплавными пластинами (рис. 8.11) выпускаются рядом зарубежных фирм. Они отличаются наличием специальных трехгранных пластин с вершиной, выполненной в виде профиля канавок резьбы. Смена затупившегося участка осуществляется поворотом пластины на следующую грань или заменой пластины. 8.4. Эксплуатация резцов, силы, мощность и режимы резания Эффективное использование резцов возможно в условиях повышенной жесткости, точности и быстроходности станков. Для повышения жесткости системы СПИД необходимо закреплять заготовку в патронах, при длинных заготовках - в патронах с поджимом центром задней бабки, сокращать вылет резца из резцедержателя, при строгании вылет резца устанавливать в пределах 1,8-8,0 Н для отогнутых и 0,8-1,0 Н для прямых резцов. Режимы резания назначают в последовательности, рекомендованной в гл. 7. Глубина резания при черновой обработке выбирается наибольшей. Подача назначается с учетом рекомендаций, приведенных в табл. 8.18-8.19. Скорость резания (в зависимости от стойкости инструмента) определяется по формуле [61 ] V = rpmxvyv, (НВ/200)* где fei - коэффициент размеров резца, = {ql&QQif* (q - площадь поперечного сечения резца, мм); /jg - коэффициент угла 8.18. ориентировочные значения подачи (мм/об) для чернового точения труднообрабатываемых материалов с Св < 900 МПа
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |