

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Токарный, долбежный, строгальный станок в виде фаски с углом наклона фо. Радиус г = 0,5-т-5 мм у токарных проходных и расточных резцов, г = 0,2-f-0,8 мм у прорезных и отрезных резцов. Фаска /о > s, мм/об, при чистовой обработке с фо 0; /о = 2-ьЗ мм при фо = ф/2 у проходных резцов; /о = 0,25В, Фо = 75° - у прорезных резцов (ширина паза В) и /о = 0,5-ь1 мм, Фо = 45° - у отрезных резцов. Угол наклона режущей кромки X = (-15)-ь(+45°). У чистовых резцов Л < О для направления стружки в сторону обрабатываемой поверхности; у черновых резцов Я > О, что упрочняет вершину резца. 8.3. Резцы специальные Резцы фасонные. По характеру работы фасонные резцы подразделяются на радиальные (подача осуществляется в радиальном направлении) и тангенциальные (подача направлена по касательной к обрабатываемой поверхности). Радиальные фасонные резцы по форме делятся на круглые и призматические. Ось вращения круглых фасонных резцов (рис. 8.5) параллельна оси вращения обрабатываемой заготовки. Диаметр резцов при наружной обточке D = 10-ь120 мм, при внутренней фасонной расточке D < 0,75вн (вн - диаметр обрабатываемого отверстия). Резцы диаметром менее 30 мм имеют хвостовик, диаметром более 30 мм - отверстие под оправку. Минимально допустимый наружный диаметр насадных резцов Dmin 1.5do + 2/ + 6 мм (do - диаметр оправки; t - глубина фасонного профиля). Рекомендуемые значения диаметра резца D и диаметра do приведены ниже: 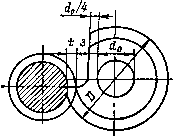 Рис. 8.5. Круглый фасонный резец D do 30 40,50 60-75 90 13 16 22 27 Допустимая ширина резца В зависит от диаметра d обрабатываемой заготовки (при ее креплении в патроне), мм: d..........До 4,5 4,5-7 7-10 10-15 15-22 >22 В......... 2,5-4,5 4,5-8 7,6-13 13-24 24-42 42-75 Для облегчения установки круглых резцов и повышения надежности крепления на торце насадных резцов выполняется зубчатый венец. о to 8.11. Рекомендуемые размеры радиусов и фасок режущей части быстрорежущих и твердосплавных резцов, мм
Токарные
Примечание. Несовпадающие значения размеров быстрорежущих резцов приведены в круглых скобках. * Диаметр оттянутой части расточных резцов ** При обработке легких сплавов резцами из быстрорежущей стали / = 0.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |