

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела Соединения, паяные медью и припоями на ее основе, имеют высокую коррозионную стойкость; больпшнство из них вьщерживает высокие механические нагрузки. Температура пайки припоями на медной основе составляет 850,..! 150 °С. Эти припои применяют для получения соединений, которые должны бьпь прочными при высоких температурах, вязкими, стойкими против усталости и коррозии. Этими припоями можно паять сталь, чугун, медь, никель и их сплавы, а также другие металлы и сплавы с высокой температ)фой плавления. Твердые припои делят на две основные группы - медно-цинКовые и серебряные. Согласно ГОСТу медно-цинковые припои выпускают трех марок: ПМЦ-36 для паяния латуни с содержанием 60...68 %меди; ПМЦ-48 - для паяния медных сплавов, содержащих меди свьппе 68 %; ПМЦ-54 -для паяния бронзы, меди, томпака и стали. Медно-цинковые припои плавятся при 700...950 °С. В марке буква П обозначает слово припой , МЦ - медно-цинко-вый; цифра указывает на содержание меди (%). Эти припои поставляют в виде зерен. Зерна припоев в зависимости от размера разделяют на два класса: А - зерна размером 0,2...3 мм; Б - зерна размером 3...5 мм. Флюсы. С повышением температуры скорость окисления поверхности спаиваемых деталей значительно возрастает, в рез)шьтате чего припой не Пристает к детали. Для удаления оксида применяют химические вещества, называемые флюсами. Флюсы улучшают условия смачивания поверхности паяемого металла расплавленным припоем, предохраняют поверхность паяного металла и расплавленного припоя от окисления при нагреве и в процессе пайки, растворяют имеющиеся на поверхности паяемого металла и припоя оксидные пленки. Различают флюсы для мягких и твердых припоев, а также для пайки алюминиевых сплавов, нержавжпщх сталей и чуг)ша. Флюсы для мягких припоев. К этим флюсам относятся хлористый цинк, нашатырь, канифоль, паяльные пасты и др. Хлористый цинк, назьшаемый также травленой кислотой, является очень хорошим флюсующим средством при паянии черных и цветньос металлов (кроме цинковых и оцинкованньос деталей, алюминия и его сплавов). Получают хлористый цинк растворением 1 ч. мелко разрубленного цинка в 5 ч. соляной кислоты. Для того чтобы хлористый цинк в меньшей степени способствовал коррозии паяного шва, к раствору добавляют нашатырный спирт, вливая его в хлористый цинк тонкой струей до исчезновения молочного цвета. Нашатырь (хлористый аммоний) - белая горько-соленая на вкус соль. Применяется в виде порошка и кристаллов. При нагревании нашатырь разлагается с выделением вредного для здоровья белого газа, поэтому при паянии рекомендуется пользоваться не чистым нашатырем, а раствором, состоящим из 0,5 л воды, 100 г нашатыря и небольшого количества хлористого цинка. Довольно энергичным является следующий флюс (%): хлористого цинка - 25...20; нашатыря - 5...20; воды - 70...30. Канифоль - желтовато-коричневое смолистое вещество, полу- чающееся в ввде палочек или порошка при перегонке сосновой смолы. Флюсующие свойства канифоли значительно слабее, чем у других флюсов, но она не вызьшает коррозии паяного шва. Благодаря этому канифоль преимущественно применяют для пайки электро- и радиоаппаратуры. Канифоль применяют в виде порошка, палочек или раствора в спирте. Паяльная паста -зто жидкость, приготовленная из хлористого цинка и аммония или хлористого цинка и крахмала. Для приготовления паяльной пасты крахмал растворяют в воде, заг тем раствор кипятят до тех пор, пока не получится клейстер. Крахмальный клейстер в холодном виде прибавляют к раствору хлористого цинка или хлористого аммония, перемешивая до тех пор, пока не получится слегка липкая жидкость. При паянии нержавеющих и жаропрочных сталей применяют смесь, составленную из 50 % плавленой буры и 50 % борной кислоты, разведенных в растворе хлористого цинка до густоты пасты. При пайке серого чугуна к буре добавляют хлористый калий, перекись марганца или оксид железа. При паянии паяльную пасту ровным слоем наносят на спаиваемые поверхности. После пайки остатки смывают водой с помощью волосяной щетки или ветоши. Флюсы для твердых припоев. К этим флюсам относятся бура, борная кислота и некоторые другие вещества. Буру применяют в виде порошка, для чего ее толкут в ступе и просеивают. Чтобы при нагревании бура не пенилась, перед применением ее прокаливают. Бура легко впитывает влагу из воздуха, поэтому ее хранят в банке с притертой пробкой. Рекомендуется применять безводную буру, так как иначе флюс при нагреве теряет воду, набухает и трескается, вследствие чего затрудняется процесс пайки. Недостатком буры является то, что после остывания она оставляет на шве весьма прочную пленку. Для понижения температуры плавления в буру иногда добавляют хлористый цинк. Борная кислота представляет собой белые, жирные на ощупь чешуйки. По своим флюсующим свойствам борная кислота лучше буры, но применяется реже, так как стоимость ее выше. Флюсы для пайки алюминиевых сплавов. В качестве флюсов при пайке алюминиевых сплавов применяют сложные по химическому составу смеси, состоящие их фтористого натрия, хлористых лития, калия, щщка и др. Хлористые соли обладают способностью растворять оксиды алюминия, поэтому их роль во флюсах является основной. Хлористые литий и калий вводят в состав флюсов с целью по-Ешжения температуры плавления. При пайке алюминия мягкими припоями применяют следующую алесъ: 3 мае. ч. деревянного масла; 2 мае. ч. канифоли; 1 мае. ч. каль-[щнированного хлортстого цинка. Для пайки алюминия и его сплавов используют также флюс 34А, состоящий из 10 % фтористого натрия, 8 % хлористого цинка, 32 % хлористого лития, 50 % хлористого калия. зоз Флюсы для пайки нержавеющей стали. Одним из таких флюсов является пастообразная смесь буры и борной кислоты (поровну), замешанная в насьпценном растворе хлористого цинка. Применяют также флюс 200, состоящий из 70 % борной кислоты, 21 % буры и 9 % фтористого калия. Этот флюс пригоден для паяния конструкционных и нержавеющих сталей, а также жаропрочных сплавов латунью и твердыми припоями. -Флюсом для пайки чугуна (серого или ковкого) служит бура (~ 60 %) с добавкой хлористого цинка (~ 38 %) и марганцовокислого калия (~ 2 %). В этот флюс, кроме того, входит перекись марганца (или хлорат калия), способствующая вьи-оранию графита с поверхности металла и тем самым обеспечивающая получение чистой, хорошо смачиваемой припоем поверхности. Флюсом для пайки свинцовых сплавов может служить стеарин. § 87. ПАЯЛЬНЫЕ ЛАМПЫ Паяльными лампами нагревают спаиваемые детали и расплавляют припой. Ими пользуются чаще всего при пайке легкоплавкими припоями, но иногда применяют и при пайке тугоплавкими припоями со сравнительно невысокой температурой плавления (например, серебряными). На рис. 350 показана керосиновая паяльная лампа, а на рис. 351 - лампа, работающая на бензине, спирте или керосине. Применение несоответствующего топлива нарушает нормальную работу паяльной лампы. По внешнему виду паяльцые керосиновые лампы отличаются от бензиновых только расположением змеевика, который у керосиновых ламп расположен внутри трубы, а у бензиновых - снаружи. Основными частями керосиновой паяльной лампы (см. рис. 350) являются резервуар 1 для горючего ручка 6 для переноски, заливная пробка 8, насос 5 для накачивания воздуха в резервуар, горелка с вентилем 4 Щ1Я регулирования количества подаваемого горючего, змеевик для подогрева горючего, труба 3, направляющая пламя. В трубе имеются отверстия для доступа свежего воздуха к горелке. Под трубой помещается чашечка (нагревательная ванночка) 2, в которую наливают горючее, необходимое для розжига паяльной лампы. Перед розжигом лампы вен-Рис. 350. Керосиновая паяльная лампа тиль 4 закрывают, воздух из резер- 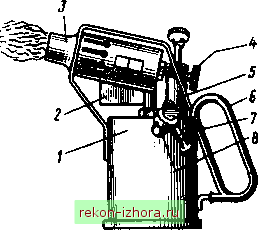
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |