

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела Следует иметь в виду, что во избежание ошибок при контроле все измерения надо проводить при 20 °С. Дефекты. Наиболее распространенные при притирке и доводке дефекты, причины их возникновения и способы предупреждения приведены в табл. 8. Безопаоаость труда. При вьшолнении притирочных и доводочных работ необходимо: обрабатываемую поверхность очищать не рукой, а ветошью; пользоваться защитными. устройствами для отсасывания абразивной пьши; осторожно обращаться .с пастами, так как они содержат кислоты; надежна и устойчиво устанавлтаать притиры; выполнять требования безопасности при работе механизированным инструментом, а также на станках. Глава XVni. ПАЙКА, ЛУЖЕНИЕ, СКЛЕИВАНИЕ § 86. ОБЩИЕ СВЕДЕНИЯ О ПАЙКЕ. ПРИПОИ И ФЛЮСЫ Обшряе сведения. Пайка - это процесс получения неразъемного соединения материалов с нагревом ниже температуры их автономного расплавления путем смачивания, растекания и заполнения зазора между ними расплавленньв! припоем и сцепления их при кристаллизации шва. Пайку широко применяют в разных ограслях промьшшенности. В машиностроении ее используют при изготовлении лопаток и диасов турбин, трубопроводов, радиаторов, ребер двигателей воздушного охлаждения, рам велосипедов, сосудов промьшшенного назначения, газовой аппаратуры и т. д. В электропромышленности и приборостроении пайка является в ряде случаев единственно возможным методом соединения деталей. Ее применяют при изготовлении электро- и радиоаппаратуры телевизоров, деталей электромашин, плавких предохранителей и т. д. К преимуществам пайки относятся: незначительный нагрев соединяемых частей, что сохраняет структуру и механические свойства металла; чистота соединения, не требующая в большинстве случаев последующей обработки; сохранение размеров и форм детали; прочность соединения. Современные способы позволяют паять углеродистые, легированные и нержавеющие стали, цветные металлы и их сплавы. Припои. Качество, прочность и эксплуатационная надежность паяного соединения в первую очередь зависят от правильного выбора припоя. Не все металлы и сплавы могут выполнять роль припоев. Припои должны обладать следующими свойствами: иметь температуру плавления ниже температуры плавления спаиваемых материалов; в расплавленном состоянии (в присутствии защитной среды, флюса или в вакууме) хорошо смачивать паяемый материал и легко растекаться по его поверхности; обеспечивать достаточно высокие сцепляемость, прочность, пластичность и герметичность паяного соединения; иметь коэффициент термического расширения, бга1зкий к соответствующему коэффициенту паяемого материала. В результате длительного практического отбора и многочисленных научных исследований бьши подобраны группы припоев, обладающих оптимальным сочетанием свойств. В зависимости от температуры плавления припои классифицируют следующим образом (рис. 349): твердые (тугоплавкие) - высокопрочные, имеющие температуру плавления выше 500 °С; мягкие (легкоплавкие) - меньшей прочности, имеющие температуру плавления ниже 500 С. Легкоплавкие припои широко применяют в различных 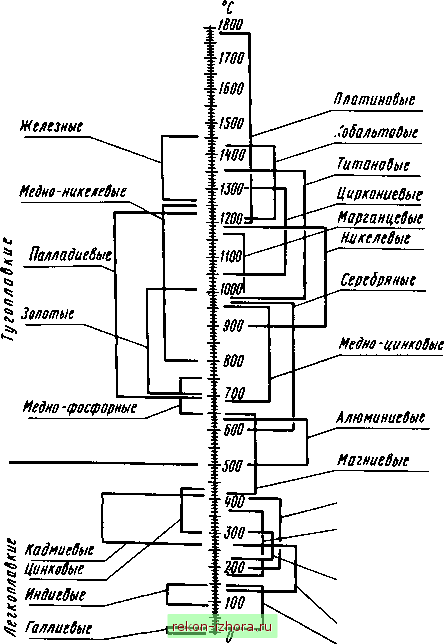 0/10дянио-и,инковые Оловяиио-свинцвдые Оловянно-свинцовые с серебром Многокомпонентные на соиниооо-оловянной осноое Висмулюбые Рис. 349. Классификация припоев по температуре плавления отраслях промышленности и быту; они представляют собой сплав олова со свинцом. Разные количественные соотношения олова и свинца определяют свойства припоев. Оловянно-свинцовые припои по сравнению с другими обладают высокой смачивающей способностью, хорошим сопротивлением коррозии. При пайке этими припоями свойства соединяемых металлов практически не изменяются. Легкоплавкие припои служат для пайки стали, меди, цинка, свинца, олова и их сплавов серого чугуна, алюминия, керамики, стекла и др. Пайку легкоплавкими припоями применяют в тех случаях, когда нельзя нагревать металл до высокой температуры, а также при невысокой требовательности к прочности паяного соединения. Соединения, паянные с помощью легкоплавких припоев, достаточно герметичны. Легкоплавкие припои выпускают в виде чушек, проволоки, литых прутков, зерен, лент фольги, трубок (заполняются канифолью) 0 2...5 мм, а также в виде порошков и паст из порошка с флюсом. Легкоплавкие припои можно приготовить и непосредственно в цехе или мастерской. Для этого в металлических ковшах расплавляют олово и старый припой, затем добавляют небольшие кусочки свинца, хорошо размешивают. Для того чтобы припой не выгорал, поверхность посыпают толченым древесным углем. ч Для получения специальных свойств к оловянно-свинцовым припоям добавляют сурьму, висмут, кадмий, индий, ртуть и другие металлы. Оловянно-свинцовые припои изготовляют следующих марок: бессурьмяшютые - ПОС90, П0С61, ПОС 40, ПОС 10, ПОС 61М и ПОСК 50-18; малосурьмянистые - ПОССу 61-05, ПОССу 50-0,5, ПОССу 40-0,5, ПОССу 35-0,5, ПОССу 25-0,5 и ПОССу 18-0,5; сурьмянистые - ПОССу 95-5, ПОССу 40-2, ПОССу 35-2, ПОССу30-2. ПОССу 25-2, ПОССу 18-2, ПОССу 15-2, ПОССу 10-2, ПОССу 8-3, ПОССу 5-1 и ПОССу 4-6. В обозначении марки буквы указывают. ПОС - припой оловянно-свинцовый; М - медь; К - капий; числа указьшают: первое - на содержание олова, %; последующие - на содержание меди и калия, % (остальное - до 100 % - свинец). При слесарных работах чаще применяют припой ПОС 40. Легкоплавкие припои применяют при паянии тонких оловянных предметов, стекла с металлической арматурой, деталей, которые особенно чувствительны к нагреву, а также в тех случаях, когда припой должен выполнять роль температурного предохранителя (в электрических тепловых приборах и др.). Тугоплавкие припои представляют собой тугоплавкие металлы и сплавы. Из них широко применяют медно-цинковые и серебряные. Для получения определенных свойств и температуры плавления в эти сплавы добавляют олово, марганец, алюминий, железо и другие металлы. Добавка в небольших количествах бора повьпиает твердость и проч--ность припоя, но повышает хрупкость паяных швов.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |