

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела ства достигается путем добавления в зону обработки абразивного порошка в смеси с разведенным в керосине стеарином. При притирке необходимо учитьтать давление на притираемые детали. При его повышении увеличивается скорость процесса, но только до известных пределов. При очень большом давлении зерна раздавливаются, поверхность детали получается с задирами и иногда приходит в негодность. Обычно давление при притирке составляет 150...400кПа (1,5...4 кгс/см). При окончательной притирке давление надо уменьшить. Доводка плоских поверхностей обычно производится на неподвижных чугунных доводочных плитах. Форму й размеры плит выбирают в зависимости от размера и формы притираемых деталей. На поверхность плиты посыпают шлифующий порошок. Операция доводки обычно подразделяется на предварительную (черновую) и окончательную (чистовую) . Изделие передвигают круговыми движениями. Доводку ведут до тех пор, пока доводимая поверхность не будет матовой или зеркальной. Для получения блестящей поверхности доводку заканчивают на притире из твердой древесины, покрытом разведенной в спирте венской известью. Доводка на плитах дает очень хорошие результаты, поэтому на них обрабатьшают детали, требующие высокой точности обработки (шаблоны, калибры, плитки и т. п.). Чтобы плита изнашивалась равномерно, обрабатьшаемую деталь перемещают равномерно по всей ее поверхности. Во избежание коробления при доводке необходимо следить, чтобы обрабатьтаемая деталь сильно не нагревалась. Если деталь нагрелась, доводку следует приостановить и вести медленнее, дав детали охладиться; после этого продолжают обработку. Для быстрого охлаждения деталь кладут на чистую массивную металлическую плиту. Абразивный порошок (или паста) срабатывается после 8...10 круговых движений по одному и тому же месту, после чего его удаляют с плиты чистой тряпкой и заменяют новым абразивным материалом. Предварительную доводку ведут на плите с канавками (рис. 341, а), а окончательную -- на гладкой плите (рис. 341, б) на одном месте, ис- 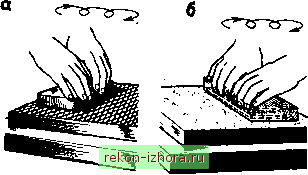 Рис. 341. Доводка плоских поверхностей: а - предварительная, б - окончательная пользуя лишь остатки порошка, сохранившегося на детали от предьщущей операции. Доводка узких поверхностей (например, шаблонов, угольников, линеек) ведется с помощью чугунных или стальных направляющих брусков (кубиков) и призм. К бруску или призме прикладьшают обрабатываемую деталь и вместе перемещают по доводочной плите (рис. 342, fl). Доводка цилиндрической поверхности малого радиуса показана на рис. 342, б.  Рис 342 Доводка узкой плоской поверхности (й) и цилиндрической поверхности малого радиуса {б) Доводка пакета детали. Одновременную обработку нескольких деталей, соединенных винтами (рис. 343, fl), заклепками (рис. 343, б), струбцинами (рис. 343, в) в пакет, вьшолняют путем перемещения по доводочной плите. При этом обеспечивается высокая производительность и отпадает необходимость в дополнительных приспособлениях. Доводка угольника. Для доводки широких певерхностей угольник (рис. 344, д) закрепляют на деревянном бруске с гнездом и вместе с деревянным бруском перемещают по плите. Доводка поршневого колыщ показана на рис. 344, б>, а приемы доводки внутренних повхностей различных деталей - на рис. 345, а-в. Доводку конических поверхностей приходится вьшолнять при CKOffbl 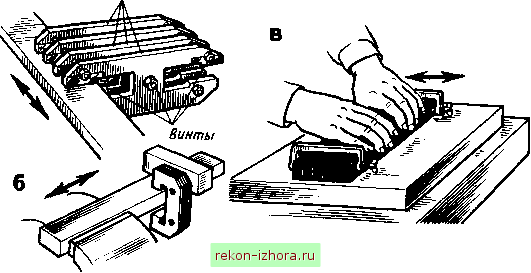 Рис 343 Доводка скоб, скрепленных винтами (я), и пакетов деталей, скрепленных заклепками (б) и струбцинами (в) Рис. 344 Доводка угольника О (а) и поршневого кольца (б) Рис 345 Доводка внутренних поверхностей а - сложных, б - шаблона-высотки, в - радиусного шаблона, 1 - шаблон, 2 - притир, 3 - направляющая призма (брусок) 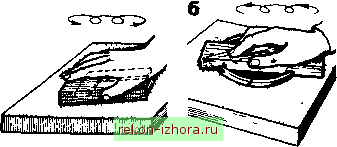 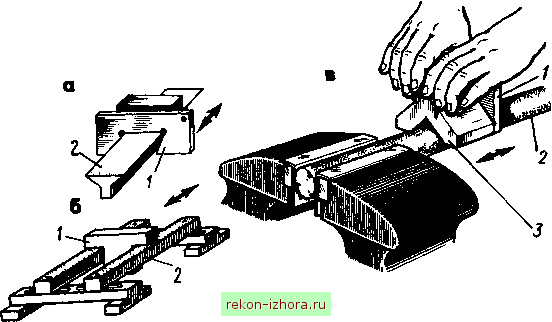 ремонте кранов, клапанов, гнезд под клапаны и т. п. Доводку внутренних конических поверхностей выполняют с помощью конического притира-пробки (рис. 346, а). Он имеет винтовые канавки для удерживания абразивного материала. На каждый хвостовик надевается вороток для вращения притира-пробки (рис. 346, б). Притир-пробку после нанесения на него ровного слоя абразивно-притирочного материала вводят в обрабатываемое отверстие и с помощью воротка делают неполные обороты то в одну, то в обратную сторону, а затем делают почти полный оборот. После 15... 18 оборотов притир вынимают, насухо протирают тряпкой, наносят на него абразивный материал и снова вводят в отверстие, продолжая доводку до тех пор, пока обрабатьтаемая поверхность не станет матовой равномерно по всей площади. Подобным образом доводят наружные конические поверхности, используя для этой цели специальные притиры в виде колец с коническим отверстием, соответствующим обрабатываемому конусу. Арматура, пробки, фланцы, клапаны, а также краны специальных притиров не требуют. После изготовления их соприкасающиеся рабочие поверхности взаимно притираются друг к другу (клапан к гнезду, пробка к крану и т. д.). Качество притирки проверяют мелом или цветным карандашом. Во избежание брака необходимо следить, чтобы в абразив-
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |