

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела 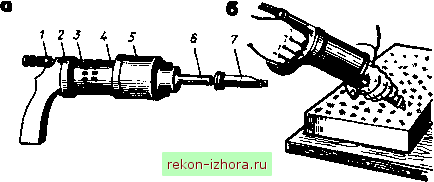 Рис 330. Пневматический шабер: а - устройство, б - прием работы; 1 - штуцер, 2 - крышка рукоятки, 3 - золотниковая коробка, 4 - шпилька, 5 - крышка двигателя, 6 - шток, 7 - патрон для закрепления шабера ботки (рисок) широким шабером с наибольшим ходом шабера. На одном месте нельзя делать больше двух-трех ходов, шабер все время должен быть в движении под углом к направлению получаемых штрихов. При чистовом и тонком шабрении применяют более узкие шаберы. Шабрение для получения малой шероховатости поверхности осуществляют с наименьшим нажимом на шабер, а лезвию ножа придают отрицательный передний угол (-10°). Механическому шабрению подвергают чугунное и стальное литье, конструкционную сталь и пластмассы, а также цветные металлы; обработку последних выполняют шабером с отрицательным передним углом. Для шабрения чугуна применяют ножи с твердосплавными пластинками. Хорошо зарекомендовали себя пневматический шабер П-5302 и пневматическая машина с электромагнитом для закрепления на месте. Последняя имеет устройство для регулирования толщины снимаемой стружки и давления на обрабатьшаемую поверхность. Электромагнитный присос позволяет применять машину для обработки вертикальных поверхностей и в труднодоступных местах. Электромеханический шабер (рис. 331) приводится в действие от электродвигателя 1, подвешенного на тележке 2 к монорельсу. Электродвигатель через редуктор 3, с которым соединен гибкий вал 4, приводит в движение кривошип 5; последний сообщает возвратно-поступательное движение инструменту 6. Электромеханический шабер может перемещаться по монорельсу вдоль мастерской, а при другом варианте монтажа тележки - по полу. В электромеханическом шабере вращательное движение гибкого вала, получаемое от электродвигателя, преобразовьшается в возвратно-поступательное движение инструмента. Рабочий левой рукой давит на шабер, прижимая его к обрабатываемой поверхности, а правой рукой поддерживает шабер за рукоятку. Стационарная установка с шабровочной головкой (рис. 332) имеет электродвигатель 1 мощностью до 0,6 кВт, установленный в кронштейне 2 станины 3. Клиноременная передача 6 передает вращательное движение от электродвигателя гибкого вала 4  Рис. 331. Электромеханический шабер Рис. 332. Сгашюнарная установка с шаб ровочной головкой шабровочной головке 5. Применение ступенчатых шкивов в клиноремен-ной передаче позволяет получать разное число ходов инструмента. Электромеханический и пневматический шаберы, а также шабровочная головка имеют существенные недостатки, ограничивающие их применение: трудность регулирования движения, относительно сильные толч-си, невозможность регулирования усилия, передаваемого инструменту. § 80. ЗАМЕНА ШАБРЕНИЯ ДРУГИМИ ВИДАМИ ОБРАБОТКИ Наиболее эффекШвньп путем повьппения производительности является замена шабрения тонким строганием, шлифованием и др. Тонкое строгание вместо шабрения применяют на многих машиностроительных заводах при обработке направляюпщх, в том числе базовых деталей крупных и тяжелых станков. Особенно экономически вьподно это при строгании длинных плоских поверхностей. Время обработки при строгании сокращается по сравнению с шабрением в десятки раз. Тонкое строгание осуществляют широколезвийными (до 40 мм) резцами из быстрорежущей стали или твердых сплавов с большими подачами (до 0,5 ширины резца) за два-три рабочих хода без охлаждения, а также особо широкими резцами (до 120 мм) протягиванием за один-два рабочих хода без подачи с охлаждением керосином, который подается равномерно и непрерьтно на лезвие резца через отверстие в его полости. На предварительных рабочих ходах глубина резания составляет ),1...0,25 мм, а на окончательном - 0,05...0,1 мм. Резцы - сборные с пластинками из быстрорежущей стали или твердого сплава. При тонком строгании обеспечивается шероховатость поверхности На 1,25...0,63 и вьщерживается допуск по отклонениям от прямолинейности и плоскостности 0,02 мм на ддине 1000 мм. Недостатком этого Вида обработки является большая затрата времени на установку деталей на станке, а также их вьшерку, крепление, а затем снятие. Шлифование вместо шабрения вьшолняют разными способами - на специальных станках, на продольно-строгальных станках специальными головками и с помощью универсальных переносных приспособлений, закрепляемых непосредственно на крупных деталях. В условиях мелкосерийного производства, особенно в ремонтном деле, широко применяют самодвижущиеся шлифовальные головки (рис. 333). Особенность головки заключается в том, что изделие (на рисунке - станина станка) стоит неподвижно, а по станине перемещается приспособле1<ие с вращающимся абразивным кругом и шлифует ее направляющие. Самодвижущаяся головка работает следующим образом. Своими призматическими направляющими 9 плита 8 головки, несущая все механизмы, устанавливается на обрабатываемые поверхности станины. На плите имеется звездочка, которая катится по натянутой роликовой цепи 10 и увлекает за собой всю головку. Звездочка получает вращение от электродвигателя 5 через червячную передачу. Для изменения движения головки в обратную сторону изменяется вручную через переключатель 6 направление вращения элек-тродврягателя подачи. На верхней плите 1 с помощью двух поворотных суппортов установлен рабочий электродвигатель 4, на конец вала которого насажен чашечный шлифовальный круг 11. Головка может устанавливаться под нуж-ньп углом с помощью рукояток 2 пЗ винтовых суппортов. Перемещение в поперечном направлении производят вращением рукоятки 7. Применение самодвижущихся головок заменяет тяжелые и малопроизводительные шабровочные работы, а также сокращает более чем в 3 раза время на обработку. Ленточное шлифование применяют для черновой обработки поковок, отливок, проката, труб, зачистки листового металла, заточки твердосплавного инструмента, чистовой обработки деталей. К достоинствам ленточного шлифования относят: более высокий съем металла благодаря большой режущей поверхности абразивной ленты и свободному резанию; сохранение балансировки в течение всего срока службы быстровращающихся контактных дисков; более интенсивное рассеивание теплоты, предупреждающее прижоги вследствие большой рабочей поверхности ленты; простая конструкция станков; безопасность работы на таких станках; малая затрата времени (1...3 мин) Ца смену ленты; возможность варьирования режущими свойствами абразивной ленты и др. Фрезерование. Тонкое фрезерование является наиболее прогрессивным методом обработки (особенно сопрягаемых плоских поверхностей разъемных стальных деталей) и применяется как отделочная операция вместо ручного шабрения. По качеству обработки оно не уступает шлифованию и в 1,5...3 раза производительнее. В качестве режущего инструмента применяют однозубые фрезы со специальной заточкой. Скорость резания при тонком фрезеровании составляет 200...250 м/мин, подача на один оборот фрезы - йе более 0,8 мм, глубина резания равна 0,08... 1 мм.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |