

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела  Рис. 319. Заточка торцовой (а) и боковой (б) поверхностей плоских шаберов: с - зазор не более 3 мм 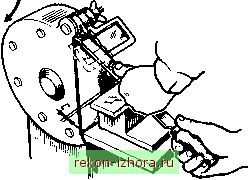 Плавным движением правой руки, не отнимая конца шабера от круга, делают небольшие горизонтальные движения для образования на торцовой части криволинейной режущей кромки. Большую кривизну придают для точного шабрения, меньшую - для предварительного. Заточка широкой грани шабера (рис. 319, б) осуществляется так же. Доводка. После заточки на лезвии шабера образуются заусенцы и [еровности, поэтому лезвие доводят, причем так, чтобы на нем нельзя )Ыло обнаружить под лупой (увеличение в 2,5 раза) неровности, снижа-ощие качество шабрения. Доводку осуществляют на абразивных брус-:ах зернистостью 90 и ниже. Поверхность бруска смазьшают тонким яоем машинного масла. Вместо оселка при доводке шаберов можно трименять ровную чугунную плитку, которую покрьюают жидкой тастой из абразивного порошка с машинным маслом. Оселок во время доводки помещают на деревянную неподвижную подкладку, в которой аырезано гнездо по размеру оселка. Торцовую часть шабера устанавливают на оселок (рис. 320, а); двумя пальцами левой руки шабер удерживают за рукоятку, слегка прижимая его к оселку, а правой рукой совершают колебательные движения. После доводки режущей части шабер правят по плоскости (участки иироких граней, прилегающих к торцу). Двумя руками удерживая ша-5ер в горизонтальном положении на оселке (рис. 320, б), делают движете вдоль режущих кромок. Для точного шабрения и окончательной Юводки режущей части шабера (получения зеркальной поверхности) 1рименяют пасты ГОИ (Государственного оптического института). Заточку пластинок с твердосплавным лезвием ведут на заточном круге Ю зеленого карбида кремния. Пластинки из твердых сплавов доводят la чугунной плите, покрытой мелкозернистым абразивньпл порошком, ли на мелкозернистых абразивных брусках. Повторно шабер доводят сразу, как только почувствуют небольшое атупление. В среднем за 7 ч работы шабер доводят 4...6 раз в зависимо-яи от характера шабрения и обрабатываемого материала. 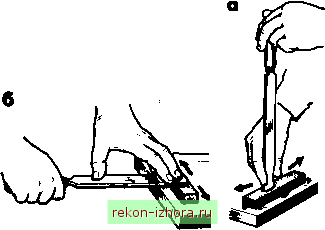 Рис. 320. Доводка на бруске торцовой (а) и боковой (б) поверхностей шабера § 76. ПЮЦЕСС ШАБРЕНИЯ Краски для шабрения. Перед шабрением выявляют неровности поверхностей путем их окрашивания. Шабровочная кража представляет собой смесь машинного масла с лазурью и реже - с суриком и ультрамарином (синька), которые в отличие от лазури плохо смешиваются с маслом и нечетко видны на заготовке. Лазурь можно заменить сажей, заА ешанной на смеси автола с керосином. Краску измельчают так, чтобы между пальцами не ощушалось зерен. Затем ее насьшают в баночку (металлическую или стеклянную) и вливают туда масло. Количество машинного масла в смеси должно бьггь таким, чтобы краска имела консистенцию пасты, но не жидкой, так как излишек масла будет распльшаться по контрольной плите и проверяемая поверхность при наложении ее на плиту вся покроется краской. Окрашивание поверхности. Краску наносят на поверхность плиты тампоном (рис. 321, а) из чистых льняных тряпок, сложенных в несколько слоев. Удобно проводить окрашивание изготовленным из чистого полотна (холста) мешочком, в который накладьшают краску (ни в коем случае не следует класть в мешочек сухую краску и обмакивать его в масло). Мешочек и тампоны в паузах между окрашиваниями кладут в чистую стеклянную посуду или жестяную баночку. Перед окрашиванием поверхность очищают от стружки и грязи волосяной щеткой, промьшают, протирают чистой тряпкой, а затем осторожно накладывают ее на поверхность плиты и медленно передвигают. Во избежание неравномерного износа плиты необходимо использовать всю ее поверхность. После двух-трех круговых движений по плите (рис. 321,6) деталь осторожно снимают. На хорошо обработанные поверхности краска ложится равномерно (рис. 321,в), на плохо подготовленные - пятнами. В небольших углублениях краска будет скапливаться, а в местах более углубленньщ ее вообще не будет. Так возникают белые пятна - 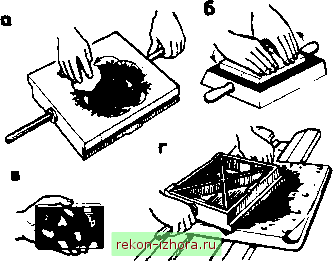 Рис. 321. 01фашивание плоской поверхности перед гиабрением (а), перемещение детали по плите (б) и ВИД детали после этого (в), перемещение плиты по детали (г) наиболее углубленные места, не покрытые краской; темные пятна - менее углубленные места, в которых скопилась краска; серые пятна - это наиболее выступающие места, на которые краска ложится тонким слоем. При определении неровностей на поверхностях тяжелых деталей, не снимаемых с места, закрашенный поверочный инструмент - плиту (рис. 321, г) или линейку - перемещают по контролируемым поверхностям. Легкие детали при шабрении устанавливают на слесарном верстаке, а крупные и тяжелые - на козлах. Приемы шабрения. Процесс шабрения заключается в постепенном снятии металла с участков, представляющих собой серые пятна. Правой 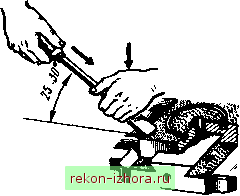  Рис. 322. Приемы шабрения плоских деталей: а - от себя , б - на себя
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |