

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела Рис. 312. Универсальный шабер со сменными режущими пластицками рукоятки 5, зажимного винта 4, сменной режущей пластинки 1 из быстрорежущей стали или твердого сплава. Пластинка, вставленная в держатель, зажимается винтом при вращении рукоятки шабера по часовой стрелке (для снятия пластинки рукоятку вращают против часовой стрелки). Усовершенствованный шабер состоит из трех частей - державки, деревянной рукоятки и сменной пластинки (рис. 313). Сменная пластинка с хвостовиком типа ласточкин хвост вставлена / в паз державки, это обеспечивает надежное ее крепление. 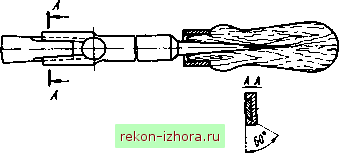 Рис. 313. Усовершенствованный шабер На рис. 314,д показан наиболее совершенный шабер, состоящий из сменной пластинки 1, зажимного патрона 2 и стержня 3. Пластинки 4 таких шаберов изготовляют размером 3X16X50 мм из стали У12А, а стержень - из стали 45. Если шабер предназначен для работы по белому чугуну или другому твердому металлу, то применяют пластинки из твердого сплава, например ВК6 или Т15К6. Замену затупленной пластинки производят путем поворота рукоятки (стержня), так как губка зажимной части патрона соединена с корпусом шарнирно. Такая конструкция шабера допускает а / 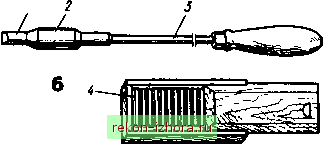 Рис. 314. Шабер с зажимным патроном: а конструкщ1я, б - комплект пластинок применение комплекта пластинок, заточенных под разными углами (рис. 314,6). Дисковый шабер (рис. 315,а) используют дЛЯ шабрения широких плоскостей. Режущая часть 1 представляет собой стальной закаленный диск, закрепленный на держателе 3 гайкой 2. Диск Ф 50...60 мм и толщиной 3...4 мм затачивают на круглошлифовальном станке. По мере зат>71ления его проворачивают на некоторый угол и работают незату-пившимся участком. Таким образом используется весь диск шабера, что значительно экономит время на заточку, повьпиает производительность труда. 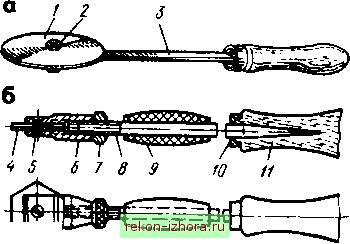 Рис. 315. Дисковый (fl) и универсальный {б) шаберы: 1 - режущий диск, 2 - гайка, 3 - держатель, 4 - пластина, 5 - винт, 6 - головка, 7 - контргайка, 8 -стержень, 9, 11 - текстолитовая и деревянная рукоятки, 10 - скрепляющее кольцо Универсальный шабер с шестигранной пластиной (рис. 315,6) имеет 12 режущих кромок. Им можно работать 7 ч без переточки, что позволяет экономить рабочее время. Шабер прост в изготовлении, универсален в работе, так как все шесть граней можно затачивать под различными углами для шабрения поверхностей Из твердых и мягких металлов - чугуна, стали, алюминия и др. Кроме того, он позволяет иметь набор пластин различной твердости, изготовленных из стапей У13А, Р6М5 и ВК10. Их замена занимает мало времени. Для работы шабера пластину 4 вставляют в паз головки 6 и закрепляют винтом 5. Пластина в рабочем положении поджимается стержнем 8, который закрепляется контргайкой 7. Чтобы повернуть пластину с новыми режущими кромками в рабочее положение, нужно отвернуть контргайку на один оборот, вьшернуть стержень на два оборота, повернуть пластину в нужное положение, затем ввернуть стержень до упора в пластину 4 и завернуть контргайку. Фасонный шабер (рис. 316) представляет собой набор сменных стальных закаленных пластин 1, закрепленных на стержне 2 с руко-йткой 3. Эти шаберы предназначены для шабрения труднодоступных Рис. 316. Фасонный шабер Рис. 317. Шаберы-колыа и их заточка фасонных поверхностей - впадин замкнутых контуров, желобков, канавок и др. Торцовые грани пластин затачивают в соответствии с формой обрабатываемых поверхностей. Шаберы- кольца, изготовляемые из изношенных конических роликовых подшипников или больших поршневых колец, заменяют трехгранный и изогнутый шаберы и уменьшают количество переточек. Р1х затачивают на шлифовальном круге 1 (рис. 317) и доводят торец на мелкозернистом круге 2. Эти шаберы обеспечивают значительно большую производительность, чем трехгранные. § 75. ЗАТОЧКА И ДОВОДКА ПЛОСКИХ ШАБЕРОВ Заточка. Часто угол заострения ]3 режущей части шабера для стали принимают равным 75...90°. Такой угол заострения обеспечивает наиболее легкое снятие металла, так как шабер излишне не врезается в последний. Однако в ряде случаев целесообразно значения углов выбирать в зависимости от характера работы, твердости обрабатываемого металла и формы шабера. На рис. 318, а даны углы заточки шабера для обработки чугуна и бронзы, на рис. 318, б - для обработки стали. Заточка шабера под углом 35...40 (рис. 318, в) для чернового шабрения мягких металлов позволяет увеличить толщину стружки до 0,01 мм вместо 0,001 мм. Затупленные шаберы затачивают на заточном станке с охлаждением на корзшдовом круге следующим образом. Шабер берут правой рукой за рукоятку, а левой обхватывают стержень ближе к рабочему концу, в 20...30 мм от режущей кромки. Опираясь плоской гранью шабера на подр)ик, плавно, подводят торцовый конец к кругу. Положение шабера должно быть горизонтальным, а его ось - совпадать с центром круга (рис. 319,а).   Рис. 318. Углы заточки шаберов для обработки чугуна и бронзы (а), стали (б) и мягких металлов (в)
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |