

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела 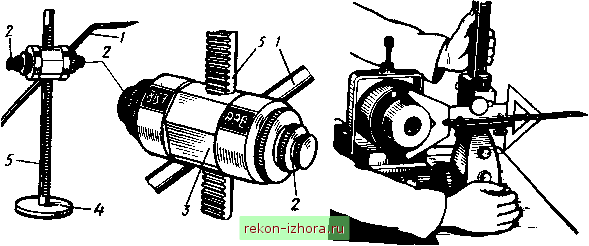 Рис. 301. Микрорейсмас с измнтель-ными барабанами Рис. 302. Цштрирующий штанген-рейсмас метчика от необходимости пересчета всех размеров, заданных по чертежу, на размеры от плиты. Конструкция позволяет крепить в каретке иглу чертилки под нео& ходимым углом к размечаемой поверхности, что также повьпиает точность разметки. Центрирующий штангенрейсмас (рис. 302) представляет собой обьмную стойку штангенрейсмаса, на которую надета каретка центроискателя, имеющая вид стрелки, составленной из двух равных треугольников. Биссектриса большого треугольника определяет центр заготовки; центровая линия наносится острием стрелки. § 73. ПРИЕМЫ И ПОСЛЕДОВАТЕЛЬНОСТЬ РАЗМЕТКИ Подготовка к разметке. Прежде чем приступить к разметке, внимательно проверяют заготовку (нет ли на ней раковин, трещин, отбитых углов и других дефектов), затем ее очищают от грязи и пьши. Далее подробно изучают чертеж будущей детали и намечают порядок разметки: определяют, в каких положениях заготовка будет устанавливаться на плите и в какой последовательности будут нанооиться разметочные линии. Для того чтобы избрать правильный путь разметки, необходимо отчетливо представлять назначение детали, ее роль в машине. Поэтому следует кроме чертежа размечаемой детали также изучить сборочный чертеж и ознакомиться с технологией изготовления детали. Выбор базы при разметке. Правильный выбор базы при разметке предопределяет качество последней. Выбор разметочньгх баз зависит от конструктивных особенностей и технологии изготовления детали. Базу выбирают, руководствуясь следующими правилами: если на заготовке имеется хотя бы одна обработанная поверхность, ее и принимают за базу; 9-Н. и. Макиенко 257 если обрабатыва1ртся не все поверхности, то за базу принимают необрабатываемую поверхность; если наружные и внутренние поверхности не обработаны, то за базу предпочтительно принимать наружную поверхность. Все размеры наносят от одной поверхности или от одной линии, принятой за базу. После того как наметят базу, определяют порядок разметки, расположение и установку размечаемой заготовки на плите и вырают необходимые разметочные инструменты и приспособления. Установка заготовки на разметочной штате. Перед установкой заготовки на разметочной плите те места заготовки, где будут наноситься разметочные риски, окрашивают мелом, краской, лаком или медным купоросом. При установке только первое положение заготовки на плите является независимым, а все остальные положения зависят от первого. Поэтому первое положение заготовки необходимо вы&1рать так, чтобы бьшо удобно начать разметку от поверхности или центровой линии, принятой за базу. Заготовку устанавливают на плите не в произвольном положении, а таким образом, чтобы одна из главных ее осей была параллельна поверхности разметочной плиты. Таких осей на заготовке обычно бывает три - по длине, ширине и высоте. Нанесение разметочных линий. При пространственной разметке заготовок приходится наносить горизонтальные, вертикальные и наклонные риски. Эти наименования рисок сохраняются и после поворотов заготовки в процессе разметки. Если, например, риски при первоначальном положении заготовки были проведены горизонтально, их, хотя они после поворота заготовки на 90* стали вертикальными, во избежание путаницы продолжают называть горизонтальными. Кроме основных разметочных рисок параллельно им на расстоянии 5...7 мм проводят цветным карандашом контрольные риски, которые служат для проверки установки заготовки при дальнейшей обработке, а также для обработки в тех случаях, когда риска почему-либо исчезла. При разметке на плите горизонтальные риски прочерчивают рейсмасом, установленным на соответствующий размер). Рейсмас перемещают параллельно поверхности разметочной плиты, слегка прижимая его основанием к плите. При этом игла рейсмаса должна быть направлена наклонно к размечаемой поверхности в сторону движения под углом 75...80*. Нажимают иглой на заготовку равномерно. Разметка вертикальных рисок может выполняться тремя способами - разметочным угольником, рейсмасом с поворотом заготовки на 90*, рейсмасом от разметочных ящиков без поворота заготовки. Наклонные линии наносят чертилкой, поворачивая заготовку по угломеру, установленному на необходимый угол. Заготовки больших размеров, которые нельзя переворачивать, размечают с помощью рейсмасов и разметочных угольников. Устанавливают рейсмас на разметочную плиту и, перемещая его, наносят разметочные линии. Разметка с помощью делительных приспособлений (поворотные разметочный стол конструкции СВ. Ласточкина). Круглый стол 1 (рис. 303) с Тюбразными пазами 2 для крепления заготовок имеет лимб на 360°. На столе может бьггь установлен трехкулачковый патрон для центрирования и зажима цилиндрических заготовок. Угол наклона оси 3 стола отсчитьюают с помощью сектора 8 со шкалой 7 на 180 и нониуса 5, расположенного на скосе окна корпуса-4. На столе возможна разметка заготовок деталей различных форм. В этом случае трехкулачковый патрон снимают, а заготовку крепят специальными прихватами, установленнь 4и в Тюбразные пазы. Для тонкой и быстрой установки углов через каждый градус в приспособлении предусмотрены специальные фиксаторы 6 поворота относительно обеих осей вращения.  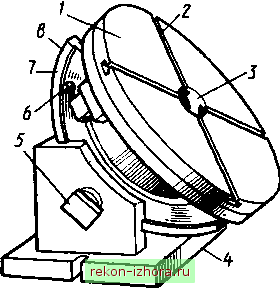 Рис 303 Делительное приспособление Разметка цилиндрических деталей. Заготовку устанавливают на пли 1у на одной или двух призмах и проверяют горизонтальность образующей цилиндрической поверхности относительно поверхности разметочной плиты. Короткие цилиндрические заготовки устанавливают на одной призме. Разметку шпоночной канавки на валике необходимо выполнять в таком порядке, изучить чертеж; проверить заготовку; зачистить размечаемые места на валике; окрасить медным купоросом торец (рис. 304, а) валика и часть боковой поверхности, на которую будут наноситься риски; найти центр на торце с помощью центроискателя (или рейсмаса); установить валик на призму и проверить его горизонтальность; нанести на торец валика горизонтальную линию (рис. 304, б), проходящую через центр; повернуть валик на 90° и проверить вертикальность прочерченной линии по угольнику; нанести на торец рейсмасом горизонтальную линию; прочертить рейсмасом линию на боковой Поверхности валика; прочертить на боковой поверхности две линии, соответствующие ширине шпоночной канавки, а на торце - ее глубине;
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |