

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела § 71. ЧЕКАНКА Заклепочные швы не могут быть абсолютно непроницаемыми. Это объясняется наличием неровностей и шероховатостей на поверхности склепанных листов, вследствие чего в шве остаются воздушные прослойки и каналы, через которые может проходить жидкость или газ. Поэтому для абсолютной плотности и непроницаемости стыки заклепочных UBOB и головок уплотняют. Способ обработки металла давлением, при сотором на заготовку наносят неглубокий рельеф сильным нажатием шструмента (чекана),называется чеканкой. Кромки толщиной менее 5 мм не зачеканивают, так как такая тонкая кромка не зошотняется, а выпучивается. Если в клепаной конструкции, выполненной из листовой стали толщиной менее 5 мм, необходимо добиться непроницаемости, то между листами прокладывают зшлотнительную прокладку, а затем листы склепывают. В качестве прокладки применяют полосу парусины, пропитанную жидким суриком. Если уплотняемая среда (например, нефть), разъедает сурик, применяют тонкую стальную сетку, которую обмазывают специальной замазкой (шеллак и белила на древесном спирте). На рис. 292, а показан вид кромки, обработанной одним острокромочным чеканом, и сам инструмент. Первый раз кромку проходят, придерживая чекан так, чтобы тупой угол бойка бьш обращен к нижнему листу. При этом в кромке выбивается канавка и металл отжимается к нижнему листу, заполняя зазор (если он есть) и усиливая контакт 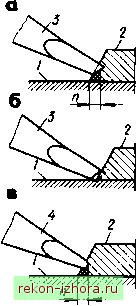   Рис. 292. Зачеканивание кромки острокромочным чеканом (а), повреждения (зарубы) поверхности листа (б), зачеканивание кромки чеканом с закругленным бойком и тупокро- мочным чеканом (в): 1, 2 - нижний и верхний листы, 3 - острокромочный чекан, 4 - чекан с закругленным бойком, 5 - тупокромочный чекан; и - ширина уплотнения при зачеканивании склепанных листов на полосе пшриной п Затем этот чекан поворачивают тупьпл углом вверх и обрабатывают им подчеканенную кромку, подбирая (поджимая) ее нижний край w окончательно уплотняя зазор. При этом увеличивается ширина пол ось плотного контакта и верхний лист начинает пружинить, с силой прижимая участок кромки к нижнему листу. Этот способ имеет два недостатку- его выполнение требует большой аккуратности и внимательности, так как возникает опасность повреждения нижнего листа при первой и особенно при второй операции, когда к этому листу чекан обргацен осТ)мм уг ь ш; ширина п уплотнительной полосы незначительна. Повреждения листа при зачеканивании в виде зарубов, насечек и забоин сглаженного (главного) и резкого характера (рис. 292, б), кажущиеся на первый взгляд весьма незначительными, в действительности резко снижают надежность и прочность изделия. Несмотря на то. Что повреждения расположены только на отдельных участках и глубина их мала по сравнению с толщиной листа, опасность этих повреждений велика. Всякие поверхностные повреждения являются очагами коррозионного разъедглшя, еще больше ослабляющими металл. Во многих изделиях повреждения листов в процессе зачеканивания совершенно не допускаются и ишелия бракуются. Поверхностные повреждения заваривать нельзя. Зачеканиваемая двумя тупокромочными чеканами кромка и приме-няемьш инструмент показаны на рис. 292, в. В первый раз кромку обрабатывают чекачом с чакругленньшс бойком и в нижней его части выбивают вол-нутую канавку. При этом металл кромки отжимается к нижнему листу и ческе TibKo вдоль него Последнее обстоятельство позволяет полупить более широклоо полосу плотного контакта кромки с нижним листом. Ширина полосы плотного контакта при тупокромочном способе зачеканивания на 7з больше, чем при острокромочном способе. Это объясняется очень малым наклоном чекана к горизонтали (см. рис. 292, d) Вторую операцию обработки кромки выполняют чеканом с плоским бойком, которым ок ончательно уплотняют отжатый к листу металл. Преимушествами тупокромочного способа зачеканивания является более широкая полоса плотного контакта кромки и полное отсутствие опасности повреждения нижнего листа, что особенно важно для плотно-прочных швов. Безопасность труда. При клепке следует выполнять общие требования безопасности - работать исправным инструментом, следить, чтобы на рабочем месте не было ничего лишнего, и т. д. Для защиты от шума при клепке пневматическими молотками применяют противошумные наушники (см. рис. 24, б). Глава XIV. ПРОСТРАНСТВЕННАЯ РАЗМЕТКА § 72. ПРИСПОСОБЛЕНИЯ ДЛЯ РАЗМЕТКИ Пространственная разметка намного сложнее плоскостной, так как при ней разметочные линии наносят не в одной, а в разных плоскостях и под разными углами. Прежде чем приступить к разметке, заготовку устанавливают на разметочной плите и вьшеряют, пользуясь для этого опорньпш подкладками, призмами, домкратами, разметочными ящиками и др. Призматические подкладки применяют при установке заготовок цилиндрической формы. Подкладки имеют точно обработанные наружные поверхности с тремя-четьфьмя призматическими вырезами. Чаще всего применяют подкладки длиной 50...250 мм, шириной и в1сотой 50...100 мм. Для установки длинных цилиндричестих заготовок используют комплекты (пары) подкладок одинаковых размеров. Наиболее усовершенствованной конструкцией является приспособление с призмой, предложенное П.А. Щербаковым (рис. 293, а). Его преимущество состоит в том, что боковые стороны скобы 1 не выступают за грани призмы 2, это позволяет производить разметку горизонтальных и вертикальных линий на деташ! (валике) 3 путем ее перекантовки. В обычных призмах с одной призматической выемкой со скобой (рис. 293, б) стороны скобы выступают за грани призмы, вследствие чего нельзя производить разметку в горизонтапьной и вертикальной плоскостях без перекантовки детали. В приспособлении для разметки деталей под углом (рис. 294) призма 1 устанавливается на нужный угол по отношению к основанию 4 по градуированному диску 2. Деталь при разметке крепят скобой 5. Положение призмы фиксируется гайкой-барашком 3. Угольники (рис. 295, а) изготовляют из серого чугзша. На обе- 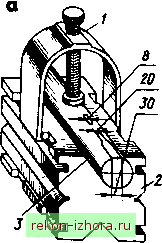  Рис. 293. Приспособления для пространственной разметки с помощью призм: а - НА. Щербакова, б - обычной со скобой
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |