

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела Плотный шов применяют для получения достаточно плотной и герметичной конструкции при небольших нагрузках. Соединения с плотным швом вьшолняют обычно холодной клепкой. Для достижения необходимой герметичности шва используют различного рода прокладки из бумаги, ткани, пропитанные олифой или суриком, или подаеканку шва. Эти швы применяют при изготовлении резервуаров, не подвергающихся высоким давлениям (открытые баки для жидкости), и некоторых других изделий. Прочноплотный шов применяют для получения прочного и вместе с тем непроницаемого для пара, газа, воды и других жидкостей соединения, например в паровых котлах и различных резервуарах с вьь соким внутренним давлением. Прочноплотные швы выполняют горячей клепкой с помощью клепальных машин с последующей подчеканкой головок заклепок и к-мок листов. В каждом заклепочном соединении заклепки располагают в один, два и более рядов. В соответствии с этим заклепочные швы делятся на однорядные, двухрядные и многорядные, а в зависимости от расположения заклепок - на параллельные и шахматные (рис. 286, а-г). 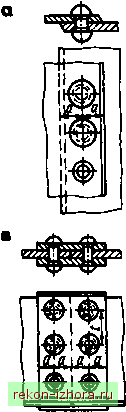 Накладка 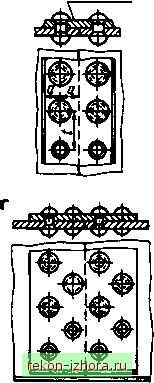 Рис. 286. Заклепочные швы: а - однорядный в нахлесточном соединении, б - одн(Ч)ядный в стыковом соединении с одной накладкой, й - однорядный в стыковом соединении с двумя накладками, г - двухрядные с шахматным расположением заклепок в стыковом соединении с одной накладкой § 68. РУЧНАЯ КЛЕПКА Инструменты и приспособлашя для клепки. При Py*Qg применяют слесарные молотки с квадратным бойком (см. aj роддержки, обжимки, натяжки и чеканы. * ♦ Массу молотка выбирают в зависимости от диаметр заклепки (см. ниже). [Диаметр заклепки, мм ... 2 2,5 3 3,5 4 Масса молотка, г 100 100 200 200 400 6 8 500 Поддержки являются опорой при расклепьюании стержня заклепок. Форма и размеры поддержек зависят от конструкции (зслепы-ваемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямой или обратный). Поддержка должна быть в 3...5 раз массивнее молотка. Обжимки сл):жат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки. Натяжка представляет собой бородок с отверстием на конце; она применяется для осаживания листов. [ Чекан представляет собой слесарное зубило с плоской рабочей поверхностью и применяется для создания герметичности заклепочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа. Выбор заклепок. Независимо от применяемых инструментов и приспособлений склепьтаемые детали располагают таким образом, чтобы закладные головки заклепок находились сверху. Это позволяет вставлять заклепки предварительно. Необходимое количество, диаметр и длину заклепок определяют расчетным путем. Дпину стержня заклепки выбирают в зависимости от толщины склепьшаемых листов (пакета) и формы замыкающей головки. Q Замыкающая 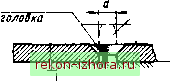 - Стержень заклепки \3акладная головка б <1 Стержень заклепки Замыкающая головка i  Рис. 287. Элементы заклепки с потайной (л) и полукруглой iff) головками Длина / (мм) стержня заьслепки для образования замыкающей потайной головки t (рис. 287, а) определяется по формуле I = S + (0,8... ...l)d, ще S - толщина склепьшаемых листов, мм; d - диаметр заклепки, мм. Для преобразования замыкающей полукруглой головки (рис. 287, б) / = 5+(l,2...1,5)d По расчетному (приближенному) значению подбирают ближайшее большее значение из числа длин заклепок, предусмотренных стандартами. Расстояние от центра заклепки до края склепываемых листов должно составлять 1,5 d. В зависимости от диаметра заклепки отверстия в склепьшаемых листах (пакетах) сверлят или пробивают. Диаметр отверстия должен быть больше диаметра заклепки (см. ниже). Диаметр заклепки, мм ... 2 2,3 2,6 3 3,5 4 5 6 7 8 Диаметр отверстия, мм . . . 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2 Виды И методы клепки. Различают два вида ручной клепки -с двусторонним подходом, когда имеется свободный доступ как к замыкающей, так и закладной головке, ис односторонним подходом, когда доступ к замыкающей головке невозможен. В связи с этим различают два метода ьслепки - открытый, или прямой, и закрытый, или обратный. Прямой метод клепки характеризуется тем, что удары молотком наносят по стержню со стороны вновь образуемой, т.е. замыкающей головки. Клепка прямым методом начинается со сверления отверстия под закдепку (рис. 288,а). Затем в отверстие вводят снизу стержень заклепки и под закладную головку ставят массивную поддержку 2 (рис. 288, б). Сьслепываемые листы осаживают (уплотняют) с помощью натяжки 1, которую устанавливают так, чтобы выступающий конец стержня вошел в ее отверстие. Ударом молотком по вершине натяжки осаживают листы, устраняя зазор между ними. После этого расклепывают стержень заклепки. Так как при раскле-пьшании металл упрочняется, стремятся к возможно меньшему числу ударов. Поэтому сначала несколькими ударами молотком осаживают стержень (рис. 288, в), зате>л боковыми ударами придают полученной головке необходимую форму (рис. 288,г), после чего обжимкой 3 окончательно оформляют замьпсающую головку (рис. 288, д). При выполнении шва с потайными головками под заьсладную головку ставят плоскую поддержку и ударяют точно по оси заклепки. Во избежание образования неровностей клепку выполняют через два-три отверстия, начиная с крайних, после чего производят клепку по остальным отверстиям. Обратный метод клепки характеризуется тем, что удары молотком наносят по закладной головке. Этот метод применяют хфИ затрудненном доступе к замыкающей головке. Стержень заклепки
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |