

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела 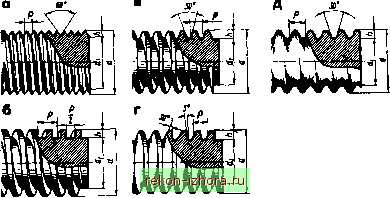 Рис. 258. Виды резьб в зависимости от профиля: а - цилиндрическая треугольная, б - прямоугольная, в - трапецеидальная, г - упорная, д - круглая Конические треугольные резьбы дают возможность получить плотное соединение. Такие резьбы встречаются на конических пробках, иногда - в масленках. Прямоугольная резьба (рис. 258,б) имеет прямоугольный (квадратный) профиль. Она не стандартизована, трудна в изготовлении, непрочная и применяется редко. Трапецеидальная ленточная резьба (рис. 258, в) имеет сечение в виде трапеции с углом профиля, равным 30 °. Коэффициент трения у нее мал, позтому она применяется для передачи движений или больших усилий в металлорежущих станках (ходовые винты), домкратах, прессах и т. п. Витки этой резьбы имеют большое сечение у основания, что обеспечивает ее высокую прочность и удобство при нарезании. Основные элементы трапецеидальной резьбы стандартизованы. Упорная резьба (рис. 258, г) имеет профиль в виде неравно-бокой трапеции с рабочим углом при вершине, равным 30°. Основания витков закруглены, что обеспечивает в опасном сечении прочный профиль. Поэтому данная резьба применяется в тех случаях, когда винт должен передавать большое одностороннее усилие (в винтовых прессах, домкратах и т. п.). Круглая резьба (рис. 258, д) имеет профиль, образованный двумя дугами, сопряженнь 1И с небольшими прямолинейными участками, и углом, равным 30°. В машиностроении эта резьба используется редко. Применяется она в основном в соединениях, подвергающихся сильному износу, в загрязненной среде (арматура пожарных трубопроводов, вагонные стяжки, крюки грузоподъемных машин и т. п.). Эта резьба не стандартизована. По числу ниток резьбы разделяют на одноходовые (одно-заходные) и многоходовые (многозаходные). Ходом резьбы называют осевое перемещение винта за один его оборот. Для однозаходных резьб ход равен шагу (расстояние мемсду 212 смежными витками), а для многозаходных - произведению шага на число заходов. Последнее можно определить, если посмотреть на торец винта (гайки); обычно ясно видно, сколько ниток берет свое начало с торца (рис. 259,0, б). У однозаходной резьбы на торце винта или гайки виден только один конец витка, а у многозаходных -два, три и больше. Р Шаг Ход трта/юднаго Ход дхьпитодмого димта   Рис. 259. Виды резьб в зависимости от числа заходов: а - трехзаходная, б - восьмизаходная Однозаходные резьбы имеют малые углы подъема винтовой линии и большее трение (малый КПД). Они применяются там, где требуется надежное соединение (в крепежных деталях). У многозаходных резьб по сравнению с однозаходными угол подъема винтовой линии значительно бодьше. Такие резьбы приме- 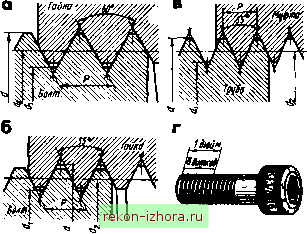 Рис. 260. Резьбы метрическая (а), дюймовая (б), трубная (в) и деталь с дюймовой резьбой (г) няют в тех случаях, когда необходимо быстрое перемещение по резьбе при наименьшем трении, при этом эа один оборот винта (или гайки) гайка (или винт) переместится на величину хода винтовой линии резьбы. Многозаходные,резьбы используют в механизмах, служащих для передачи движения. Основные типы резьб и их обозначение. В машиностроении, как правило, применяют три системы резьб - метрическую, дюймовую и трубную. Метрическая резьба (рис. 260,а) имеет треугольный профиль с плоскосрезанными вершинами; угол профиля равен 60°, диаметры и шаг вьфажаются в миллиметрах. Метрические резьбы делят на резьбы с нормальным шагом (для наружньк диаметров 1...68мм) и с мелкими шагами (для наружных диаметров 1...600 мм). Метрические резьбы с нормальным шагом обозначают М20 (число -наружный диаметр резьбы), с мелкими шагами - М20Х1,5 (первое число - наружный диаметр, второе - шаг). Метрические резьбы применяют в основном как крепежные: с нормальным шагом - при значительных нагрузках и для крепежных деталей (болтов, гаек, винтов), с мелкими шагами - при малых нагрузках и тонких регулировках. Дюймовая резьба (рис. 260, б, г) имеет треугольный плоско-срезанный профиль с углом 55 ° (резьба Витворта) или 60° (резьба Сел-лерса). Все размеры этой резьбы выражаются в дюймах (1 = 25,4 мм). Шаг выражается числом ниток (витков) на длине одного дюйма. Стандартизованы дюймовые резьбы диаметрами от Vie до 4 и числом ниток на 1 , равным 24...3. Наружный диаметр резьбы вьфажается в дюймах. От метрической дюймовая резьба отличается большим шагом. В СССР при проектировании новых конструкций применение дюймовой резьбы не разрешается. Ее используют при изготовлении запасных частей для машин и оборудования, полученных из стран, где применяется дюймовая резьба. Трубная цилиндрическая резьба (рис. 260, в) стандартизована, представляет собой мелкую дюймовую резьбу, но в отличие от последней сопрягается без зазоров (для увеличения герметичности соединения) и имеет закругленные вершины. За номинальный диаметр трубной резьбы принимается внутренний диаметр трубы (диаметр отверстия, или, как говорят, диаметр трубы в свету ), т.е. наружный диаметр трубной резьбы будет больше номинального диаметра на удвоенную толщину стенок трубы. Трубная цилиндрическая резьба применяется для наружных диаметров /s ...6 с числом ниток на одном дюйме от 28 до II; угол профиля равен 55 °. Ее используют на трубах для их соединения, а также на арматуре трубопроводов и других тонкостенных деталей. Трубную цилиндрическую резьбу обозначают так: Труб У а (цифры - номинальный диаметр резьбы в дюймах). Стандартизованы трубные резьбы диаметрами от /s до 6 с числом ниток на одном дюйме от 28 до 11.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |