

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела Призмы. На рис. 210 показаны установка и закрепление валика на призмах с помощью одного упора. В зависимости от условий работы установка может меняться, но обрабатываемая деталь всегда должна крепиться прочно. На рис. 211, а, б показаны способы крепления деталей при сверлении с помощью ручных тисков и прижимов. Прихваты с болтами. В Тюбразные канавки стола 2 (рис. 212) сверлильного станка или плиты станка устанавливают зажимные болты 1 с четырехугольной головкой. На болт надевают прижимную планку 6, которая одной стороной ложится на край закрепляемой заготовки 7, а другой - на упор 3. Гайка 5, упирающаяся в шайбу 4, прижимает заготовку с помощью прижимной планки к верхней плоскости стола. Прихваты бывают разных форм и размеров. Машинные тиски наиболее часто используют для крепления небольших деталей. Они могут быть поворотными и неповоротными различных типов и размеров. Размеры тисков определяют шириной губок и предельным расстоянием между ними. Машинные поворотные тиски (рис. 213, а) просты по устройству и удобны в работе. Они состоят из основания 1, привертываемого к столу станка болтами, неподвижной губки 2 и подвижной губки 4, каленых планок 3 между губками 2 и ходового винта 5, направляющих 6, прижимных планок 7 Машинные неповоротные тиски (рис. 213, б) состоят из основания 14, привертываемого к столу станка болтами 13 и выполненного заодно с неподвижной губкой 12, подвижной губки 10, прижимных планок И, винта 9 и упора 15. Винт с помощью рукоятки 8 ввертывается или вьшертьшается из гайки, укрепленной или нарезанной в теле подвижной губки. Перед тем как установить деталь в тисках, стол станка тщательно протирают. Затем протирают и слегка смазывают маслом поверхность 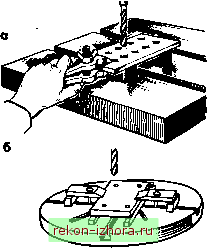 Рис. 211. Крепление деталей при сверлении: а - с помощью тисков, б - прижимами Рис. 212. Прихват с болтами 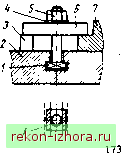 �995155 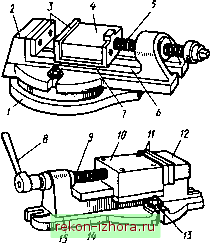 Рис. 213. Машинные поворотные (а) и неповоротные (ff) тиски основания тасков, которая соприкасается со станком. Тиски устанавливают посередине стола, разводят губки на ширину зажимаемой детали, протирают их, дно тисков и прижимные планки, а деталь устанавливают на подкладки и затем прижимают ее к неподвижной губке. Планки по высоте выбирают так, чтобы обрабатываемая деталь выступала над поверхностью губок на 6...10 мм. Подкладки под деталь, в которой надо сверлить отверстие, должны иметь параллельные плоскости. В противном случае из-за наклона детали сверло будет уводить в сторону низины . Если подкладка неровная и шатается, появляется опасность перекоса сверла, т.е. отверстие сместится в сторону, перекосится. Также возможна поломка сверла из-за захвата им детали или поломка детали, если она тонкая (захват ее сверлом от перекоса). После установки детали в тиски ее легкими ударами молотком осаживают, проверяют, насколько плотно она прилегла к подкладке, и еще раз зажимают винтом. Для механизированного зажима деталей применяют пневматические, гидравлические, пневмогидравлические и электромеханические приводы. Широко используют универсальные столы с приставными щд-равлическими зажимами. Одно из таких приспособлений показано на рис. 214, а. Применение вместо машинных тиосов электромагшггяых плиг (рис. 214, б) значительно ускоряет закрепление деталей, а следовательно, повьппает производительность труда. Электромагнитные плиты обеспечивают притяжение 500 кПа (5кгс/см); выпрямленное напряжение питания - 36 В. Кондукторы. При больших партиях одинаковых деталей и требу- 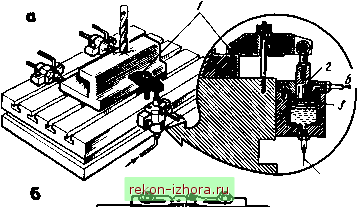 оэдух Масло Рис. 214. Крепление деталей: а - гидравлическими зажимами, 5 - на электромагнитной плите; / - прижим, 2 - шток, 3 - уплотнительное кольцо емой высокой точности отверстия сверление производят без разметки - в кондукторах. Способ сверления отверстий по кондуктору значительно точнее и производительнее, чем при разметке, так как исключаются процессы разметки и выверки при установке и креплении детали. Кондукторы в зависимости от формы деталей бывают закрытьпми (коробчатыми), накладными и др. Коробчатый кондуктор показан на рис. 215. Обрабатываемую деталь закладьтают в тщательно очищенный внутри кондуктор, закрывают крьшпсой 4 и зажимают винтами 1. Сверло 2 входит в направляющие втулки 3 и сверлит отверстие в детали J. На рис. 216 показана конструкция накладного кондуктора. Обрабатываемую деталь 5 устанавливают на основание 6 кондуктора. Крьшпсу / кондуктора накладывают на деталь и прижимают к ней винтами 3. Затем в кондукторную втулку 2 вводят сверло 4 и срерлят отверстие. Универсальвоч:борочные приспособления. Инженерами-конструкторами B.C. Кузнецовым и В.А. Пономаревым разработаны универсально-сборочные приспособления (УСП), которые используют для вьшолнения
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |