

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела Износ 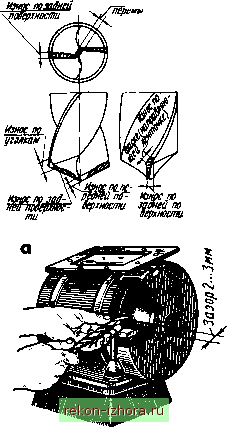 Рис. 187. Виды износа сверла Рис. 188. Заточка режущих кромок сверла: а, б - положения сверла в руках и относительно шлифовального круга  поворачивают его вокруг своей оси и, вьздерживая правильный наклон и слегка нажимая на сверло, затачивают заднюю поверхность. Заточку ведут с охлаждением, периодически погружая конец инструмента в водно-содовый раствор. Заточенное сверло доводят на оселке или бруске. При этом следят за тем, чтобы режущие кромки были прямолинейными, имели одинаковую длину и были заточены под одинаковыми углами. Угол заточки существенно влияет на режим резания, стойкость сверла и, следовательно, на производительность. Сверла с режущими кромками разной длины или с разньат углами их наклона будут сверлить отверстия больше своего диаметра, поэтому при заточке спирального сверла для све>ления стали необходимо получить угол при вертине, равный 116...118 . При переточке спиральных сверл, особенно если это осуществляется вручную, увеличение диаметра отверстия из-за неточной заточки может достигнуть недопустимого значения. По этой причине спиральные сверла затачивают вручную только в тех случаях, когда их диаметр не превышает 10 мм. Сверла больших диаметров затачивают только на специальных (заточных) станках. Качество заточки сверл проверяют специальными шаблонами с вырезами. Шаблон с тремя вырезами (рис. 189) позволяет проверять длину режущей кромки, угол заточки, угол заострения, а также уг9Л наклона поперечной кромки. Наиболее совершенной конструкцией для измерения элементов режущих инструментов является прибор, состоящий из двух вращающихся на оси дисков (рис. 190, а-в). Достоинство прибора - это универсальность, допускающая измерение углов заточки и элементов различных режущих инструментов - сверл, зубил, крейцмейселей и др. Применение его исключает необходимость изготовления большого количества специальных шаблонов, ускоряет процесс контроля. Форма заточки оказывает влияние на стойкость спирального сверла и скорость резания, допускаемую для него. Сверла с обычной заточкой обладают рядом недостатков: передний угол - переменный подлине режущей кромки (причем у перемычки он приобретает отрицательное значение) ; в очень тяжелых условиях работает переходная часть сверла (от конуса к цилиндру), так как в ней действуют наибольшие нагрузки, при этом ухудшается отвод теплоты. Для улучшения условий работы сверл применяют специальные виды заточки (табл. 1). Рис 189 Шаблон с тремя вырезами для проверки качества заточки сверла Рис 190. Проверка прибором элементов режущего инструмента: а - угла при вершине, б - угла заострения, в - угла наклона поперечной кромки  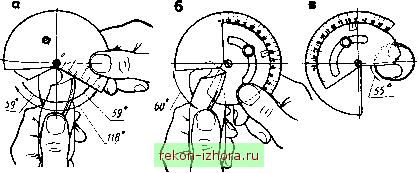 I. Виды заточки сверл
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |