

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела и рассверливании чугуна, закаленной стали, пластмасс, стекла, мраморг. и других твердых материалов. По сравнению со сверлами, изготовленными из инструментальных углеродистых сталей, они имеют значительно, меньшую длину рабочей части, больший диаметр сердцевины и меньший угол наклона винтовой канавки. Эти сверла обладают высокой стойкостью и обеспечивают высокую производительность труда. Существует несколько типов сверл 0 5...30 мм, оснащенных пластинками из твердых сплавов типа ВК. Корпуса этих сйерл изготовляют из сталей Р9,9ХС, 40Х, Р6М5 и 45ХС. Сверла с винтовыми канавками обеспечивают значительно лучший выход стружки из отверстий, особенно при сверлении вязких металлов. Это достигается благодаря тому, что на длине 1,5...2 диаметра сверла канавка прямая, а далее, к хвостовой части сверла, - винтовая. Сверла с прямыми канавками применяют при сверлении отверстий в хрупких металлах. Они проще в изготовлении, но для сверления глубоких отверстий эти сверла применять нельзя, так как затрудняется выход стружки из отверстия. Сверла с косыми канавками применяют для сверления неглубоких отверстий, так как длина канавок у них очень мала, т.е. не обеспечивает выхода стружки. Сверла с отверстиями для подвода охлаждающей жидкости к режущим кромкам (рис. 183, в) предназначаются для сверления глубоких отверстий в неблагоприятных условиях. Эти сверла имеют повышенную стойкость, так как охлаждающая жидкость, подаваемая под давлением 1...2 МПа (10...20 кгс/см) в пространство между наружной поверхностью сверла и стенками отверстия, обеспечивает охлаждение режущих кромок и облегчает удаление стружки. Сверло крепят в специальном патроне, обеспечивающем подвод охлаждающей жидкости к отверстию в хвостовой части сверла. Эти сверла особенно эффективны при работе с жаропрочными материалами. При сверлении отверстий сверлами со сквозными каналами режим резания повышается в 2...3 раза, а стойкость инструмента - в 5...6 раз. Сверление таким способом осуществляют на специальных станках в специальных патронах (рис. 184). Твердосплавные монолитные сверла предназначены для обработки жаропрочных сталей. Сверла из твердого сплава ВК15М применяют для работы на сверлильных, а из сплава ВКЮМ - на токарных металлорежущих станках. Корпуса твердосплавньа сверл изготовляют из сталей Р6М5, 9ХС, и 45Х. В сверлах прорезается паз под пластинку из твердого сплава. Которую закрепляют медньп! или латунньпм припоем. Комбинированные сверла (сверло-зенковка, сверло-Развертка, сверло-метчик) применяют для одновременного сверления нзенкования, сверления и развертывания или сверления и нарезания Центровочные сверла служат для получения центровых станка 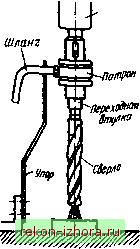 Рис. 184. Сверление с подводом охлаждающей жидкости к режущим кромкам сверла Рис. 185. Центровочные сверла а - без предохранительного ко нуса, 6 ~ с предохранительнык конусом 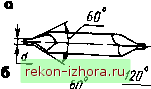 отверстий в различных заготовках. Их изготовляют без предохранительного конуса (рис. 185, а) или с ним (рис. 185, б). Перовые сверла наиболее просты в изготовлении. Их применяют для сверления неответственных отверстий диаметром до 25 мм (главным образом ступенчатых и фасонных отверстий в твердых поковках и отливках). Сверление, как правило, осуществляют трещотками и ручными дрелями., Эти сверла изготовляют из инструментальных углеродистых стапей У10, У12, У10А и У12А, а чаще - из быстрорежущей стали P6M5. Перовое сверло имет форму лопатки с хвостовиком. Его режущая часть - треугольной формы, с углами при вершине = И8...120° и задним углом а = 10...20 Перовые сверла подразделяют на двусторонние (рис. 186, а) и односторонние (рис. 186,); наиболее распространенными являются двусторонние. Угол заточки одностороннего перового сверла для стали принимается в пределах 75...90°, а для цветных металлов - 45...60°. Угол заточки двусторонней) перового сверла принимается равным 120...135°.  Рис. 186. Перовые сверла: а -двустороннее, б - одностороннее Перовые сверла не допускают высоких скоростей резания и непригодны для сверления больших отверстий, так как стружка не отводится, а вращается вместе со сверлом и царапает поверхность отверстия. В процессе работы сверло быстро тупится, изнашивается и теряет режущие свойства; кроме того, его уводит в сторону от оси отверстия. § 44. ЗАТОЧКА СПИРАЛЬНЫХ СВЕРЛ При сверлении затупившееся сверло очень быстро нагревается. При небрежном обращении сверло из быстрорежущей стали Р6М5 может нагреться настолько, что произойдет отпуск стали и сверло станет негодным для работы (пережог сверла). При сверлении даже не очень твердых материалов требуется повышенное осевое давление на работающее тупое сверло, чтобы оно врезалось в металл. При сверлении текстолита и гети-накса происходит чрезмерное нагревание сверла, что может привести к его пережогу. Чтобы повысить стойкость реж>щего инструмента и получить чистую поверхность отверстия, при сверлении металлов и сплавов пользуются охлаждающими жидкостями (см. ниже). Просверливаемый Рекомендуемая охлаждающая материал жидкость Сталь Мыльная эмульсия или смесь минерального и ж1ф- ных масел Чугун Мыльная эмульсия или обработка всухую Медь Мыльная эмульсия или сурепное масло Алюминий Мыльная эмульсия или обработка всухую Дюралюминий Мыльная эмульсия, керосин с касторовым или су- репным маслом Силумин Мыльная эмульсия или смесь спирта со скипвдаром Резина, эбонит, фибра Обработка всухую Износ сверла в первой стадии может бьпь обнаружен по резко скрипящему звуку. Опьггный рабочий безошибочно по звуку иногда устанавливает момент, когда сверло начинает затупляться. При работе изношенным сверлом температура резко возрастает и сверло еще больше изнашивается, разбивая отверстие. Виды износа сверл показаны на рис. 187. Как правило, заточка сверл выполняется централизованно в специальных мастерских заточниками, однако и слесарь обязан хорошо знать правила заточки и при необходимости уметь заточить (довести) сверло Вручную на простом заточном станке. Заточку вьшолняют в защитных очках (если на станке нет прозрачного экрана) вручную следующим образом. Левой рукой удерживают сверло за рабочую часть как можно ближе к режущей части (конусу), а правой охватывают хвостовик, слегка прижимая режущую кромку №ерла к боковой поверхности шлифовального круга (рис. 188,а, б), -атем плавным движением правой руки, не отнимая сверло от круга,
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |