

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела и задней поверхностей образует режущую кромку, а линия пересечения задних поверхностей - поперечную кромку (ее размер составляет в среднем 0,13 диаметра сверла). Режущие кромки соединяются между собой на сердцевине (сердцевина - тело рабочей части между канавками) короткой поперечной кромкой. Для большей прочности сверла сердцевина постепенно утолщается от поперечной кромки к концу канавок (к хвостовику). Угол между режущими кромками - угол 2 при вершине сверла - оказывает существенное влияние на процесс резания. При его увеличении повьпиается прочность сверла, но одновременно резко воз растает усилие подачи. С уменьшением угла при вершине резание облегчается, но ослабляется режущая часть сверла. Значение этого угла (град) выбирается в зависимости от твердост! обрабатываемого материала (см.ниже). Чугун и сталь.................................... 116...118 Стальные поковки и закаленная сталь..................... 125 Латунь и мягкая бронза.............................. 130...140 Мягкая медь........................,........... 125 Алюминий, баббит, электрон........................... 130... 140 Силумин...................................... Магниевые сплавы...................... .......... Эбонит, целлулоид................................ Мрамор и другие хрупкие материалы................ Органическое стекло............................... Пластмассы.................................... 90... 100 110...120 80... 90 90...10 70 50...60 На рис. 181 показаны канавки, режущие кромки и углы спирального сверла. Передняя поверхность зуба (клина) сверла образуется спиральной канавкой, задняя - боковой поверхностью конуса. Геометрические параметры режущей части сверла показаны на рис. 182 (см. сечение N-N). Передним углом у называют угол между поверхностью Канавка Ленточка Передняя . поверхность Поперечная кромка (перемычка) т.. И8Г 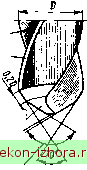  Jemuuian кромка Рис. 181. Канавки, режущие кромки и углы спиралыюго сверла Pemyuiue кромки Задний угоп 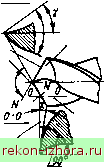 Передний игол Задняя поверхность Спинка зуда Режущие кромки Уш наклона поперечной кромкц Передняя подерхность  Перемычка  Рис. 182. Геометрические параметры режущей части спирального сверла резания (обработанной поверхностью) и касательной к передней поверхности. Наличие переднего угла облегчает врезание инструмента, стружка лучше отделяется и получает возможность естественного схода. С увеличением переднего угла улучшаются условия работы инструмента, повьпиается его стойкость и уменьшается усилие резания. Вместе с тем ослабляется тело режущей части инструмента, которое может легко выкрашиваться, ломаться; ухудшается отвод теплоты, что приводит к быстрому нагреву и потере твердости. Поэтому для каждого инструмента приняты определенные значения переднего угла. Передний угол имеет меньшее значение при обработке твердых и прочных материалов, а также при меньшей прочности инструменталы10Й стали. В данном случае для снятия стружки требуются большие усилия и режущая часть инструмента должна быть прочнее. При обработке мягких, вязких материалов передние углы берутся больше. Задний угол а -это угол наклона задней поверхности, образуемой касательньиш к задней и обрабатываемой поверхностям. Задний угол служит для уменьшения трения задней поверхности об обрабатываемую поверхность. При слишком малых углах а повышается трение, увеличивается сила резания, инструмент сильно нагревается, задняя поверхность быстро изнашивается. При очень больших задних углах ослабляется инструмент, ухудшается отвод теплоты. Передние и задние углы сверла в разных точках режущей кромки имеют различное значение: для точек, расположенных ближе к наружной поверхности сверла, передний угол больше и, наоборот. Если у периферии сверла (наружный диаметр) он имеет наибольшее значение (25...30°), то по мере приближения к вершине уменьшается до значения, близкого к нулю. Значение заднего угла сверла, как и переднего, изменяется для раз-Hbix точек режущей кромки: для точек, расположенных ближе к наруж- ной поверхности сверла, задний угол меньше, а для точек, расположенных ближе к центру, - больше. Угол заострения /3 образуется пересечением передней и задней поверхностей. Значение угла заострения 0 зависит от выбранных значений переднего и заднего углов, поскольку а Р -t- 7 = 90 °. Хвостовики у спиральных сверл могут бьггь коническими и цилиндрическими. Конические хвостовики имеют сверла ф 6...80 мм. Эти хвостовики образуются конусом Морзе. Сверла с цилиндрическими хвостовиками изготовляют диаметром до 20 мм (хвостовик является продолжением рабочей части сверла). Сверла с коническим хвостовиком устанавливаются непосредственно в отверстие шпинделя станка (или через переходные втулки) и удерживаются благодаря трению между хвостовиком и стенками конического отверстия шпинделя. Сверла с цилиндрическим хвостовиком закрепляют в шпинделе станка с помощью специальных патронов. На конце конического хвостовика имеется лапка (см. рис. 179, а), не позволяющая сверлу проворачиваться в шпинделе и служащая упором при удалении сверла из гнезда. У сверл с цилиндрическим хвостовиком имеется поводок (см. рис. 179,6), предназначенный для дополнительной передачи крутящего момента сверлу от шпинделя. Шейка сверла, соединяющая рабочую часть с хвостовиком, имеет меньший диаметр, чем диаметр рабочей части; она служит для выхода абразивного круга в процессе шлифования, на ней обозначена марка сверла и материал. Спиральные сверла изготовляют из углеродистой инструментальной (У10А), легированной, хромокремнистой (9ХС) и быстрорежущей (P6M5) сталей. Для изготовления сверл все шире применяют металло-керамические твердые сплавы ВК6, ВК8 и Т15К6, но наиболее распространены спиральные сверла из быстрорежущей стали. Сверла, оснащенные пластинками из твердых сплавов (рис. 183, а, б), находят широкое применение при сверлении > Конус Морзе LofWl. Рис. 183. Сверла, оснащенные пластинками из твердого сплава, с винтовыми (в), прямыми (б) канавками и каналами для охлаждающей жидкости (в)
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |