

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела Хвостовик напильника 7 закрепляют винтом 12 в верхнем кронштейне 5, после чего верхний кронштейн опускают; при этом нижний конец напильника должен войти в конусное углубление нижнего кронштейна 3. Правильность установки напильника между верхним и нижним кронштейнами проверяют угольником. В вертикальное положение напильник устанавливают с помощью винтов, имеющихся в верхнем кронштейне. Пуск и останов станка осуществляют нажимом на педаль 11. При обработке деталей, не требующих высокой точности, эти станки обеспечивают повьшгение производительности труда в 4...5 раз по сравнению с ручной обработкой. На них можно обрабатьшать детали различной формы - круглые, трехгранные, квадратные и т п , а также поверхности, расположенные под разными углами Напильники к станку бывают различных сечений с конической заточкой на конце. Стационарные опиловочные станки не позволяют производить обработку в труднодоступных местах. В этом случае применяют переносные электрические и пневматические машинки. Лшточно- и плоскошпифовальные станки. Шлифование абразивной лентой. Обработка осуществляется абразивными лентами, которые изготовляют на бумажной или тканевой основе, на животных или синтетических клеях. Шлифование осуществляется или при свободном натяжении ленты, или поджимом ее контактным роликом, или подкладной плитой. Наибольшее распространение имеют контактные ролики, покрытые резиной или полимерами. При повьпиении твердости контактного ролика интенсивность съема металла увеличивается, а шероховатость обработанной поверхности ухудшается. Твердые контактные ролики применяют для предварительной обработки, мягкие - для окончательной. Периферия контактного ролика может иметь гладкую или прерывистую (рифленую) поверхность. Наличие рифленой поверхности по-вьш1ает режущую способность ленты, а следовательно, и сьем металла лентами. Наличие на поверхности обода {)ифлений, образующих на рабочей поверхности ленты карманы для сбора металлической пыли и отходов шлифования, способствует увеличению срока службы ленты. Достоинства шлифования абразивной лентой, повьшгенный съем металла благодаря большой режущей поверхности ленты и свободному резанию; простая и недорогая конструкция станка и инструмента; малые затраты времени на смену ленты; безопасность работы на таких станках; возможность варьировать режущими свойствами ленты подбором твердости или формы контактного ролика. Ленточно-шлифовальный станок. На рис. 173 приведена принципиальная схема станка с бесконечной абразивной лентой, в котором вращение от электродвигателя 1 ременной передачей 2 передается валику с ведущим роликом. Бесконечная абразивная лента 4, к которой прижимается деталь 5, проходи! через ролик 3, ведомый 6 и натяжной 7 ролики. 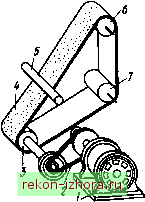 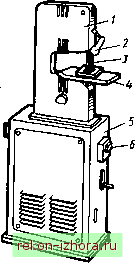 Рис. 173. Ленточно-шлнфо-вальный станок Рис. 174. Опнловочный станок с бесконечной лентой Опнловочный станок с бесконечной лентой (рис. 174) внутри основания 5 имеет электродвигатель, редуктор и приводной шкив опиловочной ленты, а натяжной шкив помещается в верхнем кронштейне /. Опиловочная бесконечная лента имеет ширину от 6 до 12 мм и может перемещаться со скоростью от 25 до 54 м/с. Для опи- 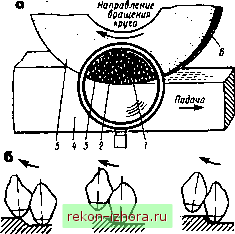 Рис. 175. Схемы обработки периферией шлифовального круга (а) и работы абразивного зерна (б): I - связка, 2 - поры, 3 - ззно. 4 - заготовка, 5 - торец круга, 6 - периферия круга ливания поверхности деталь устанавливают на стол 4 и прижимают к ленте 3. Станок пускают в работу кнопкой б. Шлифование шлифовальным крутом (рис. 175,а). Шлифовальный круг представляет собой пористое тело, состоящее из большого количества мелких зерен, соединенных между собой клеяпхим веществом - связкой. Процесс шлифования состоит в том, что вращаюпхийся шлифовальный круг, соприкасаясь с металлом острыми гранями абразивных зерен, снимаетс поверхности заготовки слой металла (рис. 175,6). Выбор шлифовального круга. Марка, поставленная на торцовой части круга, является его технической характеристикой. По маркировке можно определить, каким заводом и из какого абразивного материала изготовлен круг, каковы его зернистость, твердость, связка, структура, форма и размеры, а также наибольшая окружная скорость. Данные обозначены буквами, цифрами, словами и располагаются в определенной последовательности (рис. 176). /вердость Структура 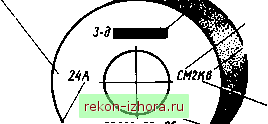 связка гершшост\п,пдчо <Рорма N4 -.УЯщтренний диаметр Наружный диаметр Окрутная скорость Рис. 176. Маркировка шлифовалмого круга Выбор шлифовального круга зависит от свойств обрабатываемого материала, режима шлифования, требований, предъявляемых к шероховатости и точности обрабатываемых заготовок. Поверхности, обрабатываемые шлифованием, могут быть цилиндрическими (круглыми), плоскими, винтовыми, фигурными (профильными) . Наиболее широко применяется плоское и круглое шлифование. Плоскошлифовальный станок ЗБ71М (рис. 177) предназначен для шлифования плоскостей периферией круга. Станок состоит из следующих сборочных единиц; станины 2; стола 7; колонки 12; шлифовальной бабки 13. Кроме этого, станок имеет устройства 3,4 я 5, с помощью которых осуществляются соответственно вертикальное перемещение шлифовальной бабки, переключение магнитной плиты 8 и ручное переключение поперевдой подачи пола, а также махов}1чок б ручного продольного перьмещения стола, микрометричежую вертикаль-
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |