

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела тываемая поверхность выступала над губками тисков не более чем на 4...6 мм; опилить поверхность у4 плоским драчевым напильником; опилить поверхность А плоским личным напильником; проверить ее прямолинейность поверочной линейкой; установить плитку в тисках и зажать поверхностью Б вверх; опилить поверхность Б плоским драчевым напильником; опилить поверхность Б плоским личным напильником; проверить ее прямолинейность линейкой, а параллельность поверхности А - штангенциркулем. Закончив обработку широких поверхностей, переходят к опиливанию узких поверхностей плитки, для чего необходимо: надеть на губки тисков нагубники и зажать в тисках плитку поверхностью вверх; опилить поверхность 4 плоским драчевым напильником; опилить поверхность 4 плоским личным напильником; проверить ее прямолинейность линейкой, а перпендикулярность поверхности А -угольником; зажать в тисках плитку поверхностью 2 вверх; опилить поверхность 2 плоским драчевым, а затем - личным напильником; проверить ее прямолинейность поверочной линейкой, параллельность поверхности 4 - штангенциркулем, а перпендикулярность поверхности А - угольником: зажать в тисках плитку поверхностью 1 вверх; опилить поверхность 1 плоским драчевым напильником по угольнику; опилить поверхность 1 плоским личным напильником; угольником проверить ее перпендикулярность поверхностями и 4; зажать в тисках плитку поверхностью S вверх; опилить поверхность 3 плоским драчевым напильником; угольником проверить ее перпендикулярность сначала поверхности А, а затем- поверхности 4; опилить поверхность 3 плоским личным напильником; угольником проверить ее перпендикулярность другим поверхностям; снять заусенцы со всех ребер плитки; окончательно проверить все размеры и качество обработки плитки линейкой, угольником, штангенциркулем. Лекальные линейки служат для проверки прямолинейности опиленных поверхностей на просвет и на краску. При проверке прямолинейности на просвет лекальную линейку накладывают на контролируемую поверхность (рис. 156, а) и по размеру световой щели (рис. 156, б) устанавливают, в каких местах имеются неровности. Для проверки прямолинейности на краску на контролируемую поверхность наносят тонкий слой лазури или сажи, разведенной в минеральном масле, затем накладывают линейку и слегка притирают ее к контролируемой поверхности, в результате чего в местах больших выступов краска снимается (рис. 156, в). Светобоя щель 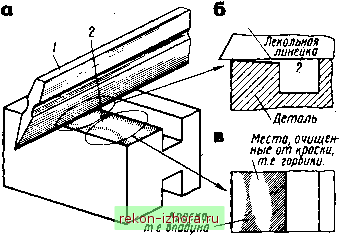 Рис. 156. Проверка прямолинейности опиленных поверхностей: а - наложение лекальной линейки на контролируемую поверхность, б, в способы проверки соответственно на просвет и на краску; / - лекальная линейка, 2- контролч}уемая поверхность Опиливание поверхностей угольника, расположенных под прямым углом, связано с пригонкой внутреннего угла и сопряжено с некоторьпли трудностями. Выбрав одну из поверхностей в качестве базовой (обычно принимают большую), опиливают ее начисто, а затем обрабатывают вторую поверхность под прямьпл углом к базовой. Правильность опиливания второй, поверхности проверяют поверочным угольником, одну полку которого прикладывают к базовой поверхности (рис. 151,0,6). Опиливание поверхностей по внутреннему прямому углу ведут так, чтобы ко второй поверхности было обращено ребро напильника, на котором нет насечки. Ниже приведена последовательность обработки поверхностей, со- 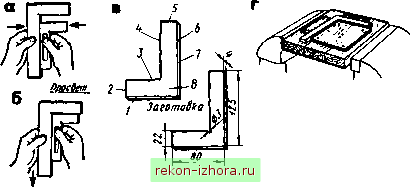 Рис. 157. Опиливание yroi.. ника: а, б - проверка качества опиливания, в - заготовка, г - закрепление заготовки пряженных под углом 90°, т.е. последовательность изготовления угольника 90° (рис. 157, в): закрепить заготовку угольника в тисках в деревянном бруске (рис. 157, г); опилить последовательно широкие поверхности 5 и 7 сначала плоским драчевым, а затем - плоским личным напильником; проверить качество опиливания поверочной линейкой, параллельность поверхностей - кронциркулем, а толщину - штангенциркулем; заменить деревянный брусок нагубниками, зажать угольник опиленными поверхностями и опилить последовательно узкие поверхности угольника под углом 90°; для обеспечения точности обработки сначала следует обработать наружную узкую поверхность 6 до получения прямого угла между ней и широкими поверхностями S и 7 угольника; затем в такой же последовательности обработать узкую поверхность 1, проверяя ее угольником относительно поверхности б; в вершине внутреннего угла просверлить отверстие ф 3 мм, а затем ножовкой сделать прорезь к нему шириной 1 мм для выхода инструмента и предупреждения трещин при закалке; опилить последовательно внутренние узкие поверхности J и 4 под углом 90°, выдерживая при этом параллельность поверхностей 4 и 6, а также поверхностей 5 и 7, добиваясь, чтобы внутренний угол между поверхностями 3 а 4 наружный между поверхностями б и / были прямыми; опилить последовательно торцовые поверхности 5 и 2, выдерживая размеры по чертежу (125 и 80 мм) ; снять заусенцы с узких поверхностей; отшлифовать наждачной бумагой все поверхности угольника; на отшлифованных поверхностях не должно бьггь царапин и рисок. Пртведенный порядок обработки угольника обеспечивает плоскостность каждой поверхности и перпендикулярность ребер между собой и по отношению к поверхностям (см. рис. 157, а). Опиливание конца стержня на квадрат начинают с опиливания грани 1 (рис. 158, д), размер проверяют штангенциркулем (рис. 158,6). Затем опиливают грань 3. Грань 2 опиливают под углом 90 ° к граням 1 и 3. Грань 4 опиливают в размер к грани 2. Опиливание цилиндрических заготовок. Цилиндрический стержень / (рис. 159) скачала опиливают на квадрат II, в размер сторон которого должен входить припуск на последующую обработку. Затем у квадрата опиливают углы и получают шестигранник III, из которого опиливанием изготовляют шестнадцахигранник IV; в процессе дальнейшей обработки Рис. 158. Опиливание конца стержня на квадрат: а - подвергаемые опиливанию грани, б - проверка размера штангенциркулем 
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |