

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела Рис. 134. Слесарный напилЫ1ик общего назначения: / - носок, 2 - рабочая часть, 3 - ненасеченный участок, 4 - заплечик, 5 - хвостовик, 6, 8 - широкая и узкая стороны, 7 - ребро 1 2 батываемого материала. Зубья напильников получают на пилонасекатель-ных станках с помощью спещ1ального зубила, на фрезерных станках -фрезами, на шлифовальных станках - спещ1альными шлифовальными кругами, а также путем накатывания, протягивания на протяжных станках - протяжками и на зубонарезных станках. Каждым из указанных способов насекается свой профиль зуба. Однако независимо от способа получения каждый зуб имеет задний угол а, угол заострения /3 и передний угол 7 (рис. 135). У напильников с насеченными зубьями (рис. 135, а) с отрицательным передним углом (7 - -12... -15°) и сравнительно большим задним углом (а = 35...40°) обеспечивается достаточное пространство для размещения стружки. Получающийся при этом угол заострения (3 = 62...70°) обеспечивает прочность зуба. Напильники с зубьями, полученными фрезерованием или шлифованием (рис. 135,б),имеют положительный передний угол (7 = 2...10°). У них угол заострения небольпюй и, следовательно, меньше усилие резания. Большая стоимость фрезерования и шлифования ограничивает применение этих напильников. 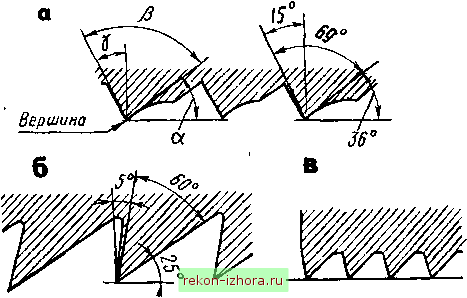 Рис. 135. Зубья напильника: г - насеченные, б - полученные фрезерованием или шлифованием, в - полученные протягиванием Для напильников с зубьями, полученными протягиванием (рис. 135,в), 7 = -5°, /3 = 55°, а = 40°. Протянутый зуб имеет впадину с плоским дном. Эти зубья лучше врезаются в обрабатьшаемый металл, что значительно повышает производительность труда. Кроме того, напильники с такими зубьями более стойки, так как зубья не забиваются стружкой. Чем меньше насечек на 1 см длины напильника, тем крупнее зуб. Различают напильники с одинарной, или простой (рис. 136, с), с двойной, или перекрестной (рис. 136, б), точечной, или рашпильной (рис. 136,в), и дуговой (рис. 136, г) насечками. 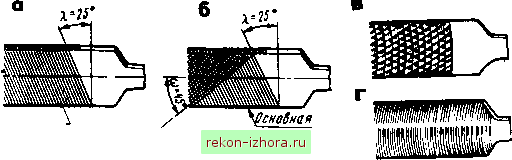 Основная насечка насечка Вспомогательная насечка Рис. 136. Насечки напильников-а - одинарная (простая), б - двойная (перекрестная), в - точечная (раш- пильная), г - дуговая Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их пременяют при опиливании мягких метагглов и сплавов (латуни, цинка, баббита, свинца, алюминия, бронзы, меди и т. п.) с незначительным сопротивлением резанию, а также неметаллических материалов. Кроме того, эти напильники используют для заточки пил, ножей, а также для обработки древесины и пробки. Одинарная насечка наносится под углом X = 25° к оси напильника. Напильники с двойной (перекрестной) насечкой применяют для опиливания стали, чугуна и других твердых материалов с большим сопротивлением резанию. В напильниках с двойной насечкой сначала под углом X = 25 ° насекается нижняя, глубокая насечка, называемая основной, а поверх нее под углом w = 45 ° - верхняя, неглубокая, называемая вспомогательной и разрубающая основную насечку на большое количество отдельных зубьев. Перекрестная насечка больше размельчает стружку, что облегчает работу. Расстояние между соседними зубьями насечки назьшается шагом 51 Шаг основной насечки больше шага вспомогательной. В результате зубья располагаются друг за другом по прямой, составляющей с осью напильника угол, равный 5°, и при движении напильника следы зубьев частично перекрывают друг друга, поэтому на обработанной поверхности уменьшается шероховатость, поверхность получается более чистой и гладкой. Напильники с рашпильной (точечной) насечкой (рашпили) применяют для обработки очень мягких металлов и неметаллических материалов - кожи, резины и др. Рашпильная (точечная) насечка получается вдавливанием металла специальными трехгранными зубилами, оставляющими расположенные в шахматном порядке вместительные выемки, способствующие лучшему размещению стружки. Напильники с дуговой насечкой применяют при обработке мягких металлов (медь, дюралюминий и др.). Дуговую насечку получают фрезерованием; она имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повьпиенное качество обрабатываемых поверхностей. § 38. КЛАССИФИКАЦИЯ НАПИЛЬНИКОВ По назначению напильники подразделяют на следующие группы: общего назначения; специального назначения; надфили; рашпили; машинные. Напильники общего назначения предназначены для обще слесарных работ. По числу п насечек (зубьев), приходящихся на 10мм длины, напкльники подразделяют на шесть классов, а насечки имеют номера О, 1,2, 3,4 и 5. К первому классу относят напильники с насечкой N О и 1 (п = = 4...12), назьюаемые драчевыми. Они имеют наиболее крупные зубья и служат для грубого опиливания. Ко второму классу относят напильники с насечкой N 2 и 3 ( = = 13. 24), назьшаемые личными. Их применяют для чистового опиливания, К третьему, четвертому, пятому и шестому классам относят напильники с насечкой № 4 и 5 (л > 28), называемые бархатными. Они служат для окончательной обработки и доводки поверхностей. Напильники делятся на следующие типы: А- плоские (рис. 137,д). Б - плоские остроносые напильники (рис, 137, б) применяются для опиливания наружные или внутренних плоских поверхностей, а также пропиливания шлицев и канавок; В - квадратные напильники (рис. 137,в) иотользуются для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей; Г - трехгранные напильники (рис, 137, г) служат для опиливания острых углов, равных 60° и более, как с внешней стороны детали, так и в пазах, отверстиях и канавках, а также для заточки пил по дерев>: Д - круглые напильники (рис. 137, д) используют для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса, Е - почукрутлые напильники (рис, 137, е) с сегмент ным сечением гтрименяют для обработки вогнутых криволинейных черхностей значительного ради>оа и юлы/wx отверстий (выпуклой
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |