

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела / .7 напрйонш ф II дштсиия 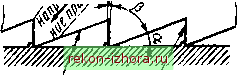 Задняя Передняя поберуность    Вершима зуда Впадина зуба Рис. 118. Элементы зуба ножовочного полотна (в); передний угол зуба положителышй (б), равный нулю (в) и отрицательный (г) CTBS зависит от значений заднего угла а, переднего угла 7 и шага S зуба (рис. 118, в). В зависимости от твердости разрезаемого металла передний угол зубьев ножовочного полотна может иметь нулевое значение (рис. 118, в), быть положительньпу! (рис. 118,6) или отрицательным (рис. 118,г). Производительность резания ножовочным полотном, имеющим передний угол нулевого значения, ниже, чем полотном, передний угол которого больше О°. Для резки металлов различной твердости углы Зубьев ножовочного полотна выполняют следующими: передний 7 = 0...12°; задний а =, = 35...40°; заострения 3 = 43...60°. Для резки более твердых материалов применяют полотна, у которых угол заострения зубьев больше, для разрезания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износо- \ устойчивы. Для резки металлов пользуются преимущественно ножовочными полотнами с шагом, равным 1,3 ...1,6 мм, при котором на длине 25 мм насчитывается 17...20 зубьев. Чем толще разрезаемая заготовка, тем крупнее должны быть зубья, и наоборот. Для резки металлов различной твердости применяют полотна с различным числом зубьев: мягкие металлы - 16; средней твердости закаленная сталь - 19; чугун, инструментальная сталь - 22; твердая, полосовая и угловая сталь - 22. Разводка зубьев ножовочного полотна. При резке ручной ножовкой в работе должно зчаствовать (одновременно резать металл) не менее двух-трех зубьев. Во избежание заедания (заклинивания) ножовочного полотна в металле зубья разводят, чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна. Кроме того, это значительно облегчает работу. В зависимости от значения шага S разводку вьшолняют по полотну и по зубу. Ножовочные полотна, у которых S 0,8 мм, должны иметь разводку зубьев по полотну (рис. 119, а), т.е. каждые два смеж- ных зуба отгибают в противоположные стороны на 0,25...0,6 мм. (Такая разводка, называемая также волнистой, допускается и при S = = 1 мм.) Р&зводка выполняется на высоте не более удвоенной высоты зуба. Шаг разводки принимается равным 85. Полотна, у которых S > 0,8 мм, разводят по зубу (рис. 119, б); такая разводка называется гофрированной. При малом шаге зубьев два-три зуба отводят вправо и два-три - влево. При среднем шаге один зуб отводят влево, второй - вправо, третий не отводят. При крупном шаге один зуб отводят влево, а второй - вправо. Обычно разводку по зубу применяют для полотен с шагом зубьев,-равным 1,25 или 1,6 мм. Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30 мм от торца. Подготовка к работе ножовкой. Перед работой ножовкой прочно закрепляют разрезаемый материал в тисках (уровень крепления должен соответствовать росту работающего). Затем выбирают ножовочное полотно в соответствии с твердостью, формой и размерами разрезаемого металла. При длинных пропилах используют ножовочные полотна с крупным шагом зубьев, а при коротких - с мелким. Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от рукоятки (рис. 120,а), а не к ней (рис. 120, б). При зтом сначала вставляют конец полотна в неподвижную головку и фиксируют его штифтом, затем вставляют второй конец полотна в прорезь подвижного штыря и также закрепляют штифтом. Натягивают полотно вручную без большого усилия (запрещается применение плоскогубцев, тисков и др.) вращением барашковой гайки (рис. 120, в). При этом из-за опасения разрьюа полотна ножовку держат в удалении от лица. Туго натянутое полотно при незначительном перекосе, а слабо натянутое - при усиленном нажиме перегибаются и могут сломаться. Степень Рис. 119. Схемы разводки зубьев ножовочного полотна: а - по полотну, б - по зубу Рис. 120. Правильная (а) и неправильная (б) установки ножовочного полотна и его натяжение (б) 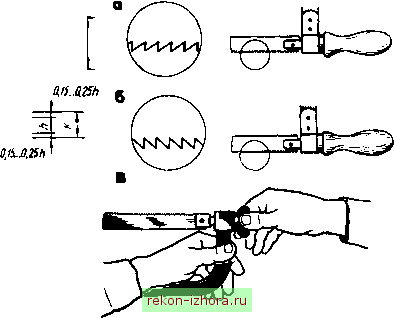 натяжения полотна проверяют, легко нажимая на него пальцем сбоку; если полотно не прогибается, натяжение достаточно. Положение корпуса работающего. При резке металла ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, вполоборота по отношению к губкам тисков или оси обрабатьюаемой заготовки (рис. 121). Левую ногу несколько выставляют вперед, примерно по линии разрезаемого металла, и на нее опирают корпус. Ступни ног ставят так, чтобы они образовали угол бО.-.ТО* при определенном расстоянии между пятками (см. рис. 121, г). Положение рук (хватка). Поза рабочего считается правильной, если между плечевой и локтевой частями согнутой в локте правой руки с но-яювкой, установленной на губки тисков (в исходное положение), образуется прямой угол (рис. 121, д). Рукоятку обхватывают четырьмя пальцами правой руки так, чтобы она упиралась в ладонь (рис. 121,6); большой палец накладывают шерху вдоль рукоятки. Пальцами левой руки обхватывают гайку и подвижную головку HOJkOBKH (рис. 121, в). Работа ножовкой. При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук. Движение ножовки должно быть строго горизонтальным. Нажимают на станок обеими руками, но наибольшее усилие делают левой рукой, а правой осуществляют главным образом возвратно-поступательное движение ножовки. В процессе резки осуществляется два хода - рабочий, когда ножовка перемещается вперед от работающего, и холостой, когда ножовка перемещается назад, по направлению к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают легкий нажим так, чтобы но-ж)вка двигалась прямолинейно. При работе ножовкой необходимо вьшолнять следующие правила: короткие заготовки резать по наиболее широкой стороне; при резке проката углового, таврового и швеллерного профилей лучше изменять положение заготовки, чем резать по узкой стороне; в работе должно участвовать все ножовочное полотно; работать ножовкой не спеша, плавно, без рьюков, делая не более 30...60 двойных ходов в минуту (твердая сталь - 30...40, сталь средней , твердости - 40...50, мягкая сталь - 50...60); при более быстрых темпах скорее наступает утомляемость и, кроме того, полотно нагревается и бьь стрее тупится; перед окончанием распила ослаблять нажим на ножовку, так как при, сильном нажиме ножовочное полотно резко выскакивает из распила, ударяясь о тиски или заготовку, в результате чего может нанести травму; при резке не давать полотну нагреваться; для уменьшения трения полотна о стенки в пропиле заготовки периодически смазывать полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |