

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела Перед гибкой налаживают станок - регулируют положение верхнего ролика 5 относительно двух нижних роликов 1 и 2 вращением рукоятки 4. При вращении рукоятки по часовой стрелке верхний ролик опуска: ется вниз, и наоборот. Широко используют новые способы гибки труб. Гибка с р-а стяжением заготовки заключается в том, что заготовку подвергают совместному действию растягивающих (превыщающих предел текучести металла) и изгибающих усилий. Этот процесс осуществляется на гибоч-но-растяжных машинах с поворотным столом. Гнутые этим способом детали имеют боле,е высокую прочность и меньшую массу. Такой способ применяют при изготовлении труб для самолетов, автомашин, морских судов и др. При гибке труб с нагревом токами высокой частоты нагрев, гибка и охлаждение происходят непрерывно и последовательно в специальной высокочастотной установке типа трубоги-бочных станков. Установка допускает гибку труб диаметром от 95 до ЗООмм. Она состоит из двух частей - механической и электрической. Механическая часть представляет собой станок для гибки труб, а электрическая состоит из электрооборудования и высокочастотной установки. Указанный способ имеет ряд преимуществ: обеспечивается меньшая овальность в месте изгиба трубы; производительность в 4...5 раз вьпие, чем при других способах; процесс механизирован. Развальцовка (вальцевание) труб заключается в расширении (раскатывании) концов(рис. 106) труб изнутри специальным инструментом (вальцовкой) 2. Для этого инструмент зажимают в слесарных тисках. Трубу вставляют в соответствующее ее диаметру отверстие 3 (каленая втулка), а затем ударами молотком по оправке 1 развальцовьшают конец 4 трубы до необходимых размеров. Концы труб диаметром более 18 мм развальцовывают с помощью специальной вальцовки (рис. 107), представляющей собой стальной стержень 5, на одном конце которого имеется конус 1, а на другом - квадратная головка 6. Стержень 5 помещен в корпус 3, внутри которого размещены ролики 2, имеющие небольшую конусность. Процесс развальцовки состоит в том, что на конец 2 трубы (рис. 108) надевают фланец 1 с выточенными в его отверстии канавками 5, затем в трубу вставляют вальцовку с роликами и вращают. При вращении 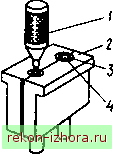 Рис 106 Развальцовка трубы в слесарных тисках  Рис. 1 пус, 4 107. Специальная валыов-ка: конус, 2 - ролики, 3 - кор-- гайка, 5 - стержеть, 6 - головка / вальцовка роликами 3 и4 раскатывает трубу, вдавливая металл трубы в канавки 5 фланца до тех пор, пока они не заполнятся до отказа. Если вращение вальцовки становится свободным, подтягивают гайку 4 (см. рис. 107), углубляя тем самым конус в трубу. Наиболее производительным является вальцевание на специальных вальцовочных машинах и различных механизмах. Дефекты. При гибке металла дефектами чаще всего являются косые загибы и механические повреждения обработанной поверхности как ре- 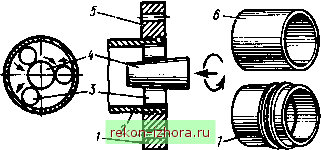 Рис. 108. Схема вальцевания: / - фланец, 2 - конец трубы, 3, 4 - ролики, 5 - канавки, 6, 1 - труба до и после вальцевания зультат неправильной разметки или закрепления деталей в тисках выше или ниже разметочной линии, а также неправильного нанесения ударов. Правильно изогнутыми считаются трубы,. не имеющие вмятин, выпучин и складок. При гибке труб необходимо соблюдауь следующие условия: тщательно следить за равномерностью вытягивания внешней стенки V посадки внутренней стенки трубы; учитывать, что вытягивание внешней стенки трубы происходит легче, чем посадка внутренней стенки; трубу гнут плавно, без рывков; появившиеся складки правят молотком; для предупреждения складок трубу сначала гнуТ несколько больше, чем следует по шаблону, а затем отгибают в соответствии с шаблоном; во избежание разрьша нельзя гнуть трубу и выправлять складки, если труба охладилась до светло-вишневого цвета (800 С), поэтому трубы больших диаметров гнут с многократным нагревом; после проверки трубы шаблоном удаляют пробки, высыпают песок и обрезают концы по шаблону, затем очищают и промывают трубу внутри. Безопааюсть труда. При гибке необходимо вьшолнять след>тощие требования безопасности: заготовк/ закреплять в тисках или других приспособлениях прочно; работать только на исправном оборудовании; Перед началом работы на гибочных станках ознакомиться с инструкцией; работу выполнять осторожно, чтобы не повредить пальцы рук; работать в рукавицах и застегнутых халатах. Глава Vni. РЕЗКА МЕТАЛЛА § 30. ОБЩИЕ СВЕДЕНИЯ Резкой называют отделение частей (заготовок) от сортового йЛИ листового металла. Резка выполняется как со снятием стружки, таК и без нее. Резка со снятием стружки осуществляется ручной ножовкой, на ножовочных, круглопильных, токарно-отрезны станках, а так?*® может быть газовой, дуговой и др. Без снятия стружки материалы разрезают ручными рычажными и механическими ножницами, кусачкаМИ, труборезами, пресс-ножницами, в штампах. К резке относится также и надрезание металла. Сущность процесса резки ножницами заключается в отделении частей металла под действием пары режуших ножей. Разрезаемый лйст помещают между верхним и нижним нотами. Верхний нож, опускаясь, давит на металл и разрезает его. Большое давление, ис- пытываемое лезвиями при резании, требует большого угла заострения j3. Чем тверже разрезаемый металл, тем больше должен бьпь угол заострения лезвия; для мягких металлов (медь и др.) он равен 65°, для металлов средней твердости - 70...75 °, для твердых - 80,..85°. С целью уменьшения трения лезвий ножей о разрезаемый 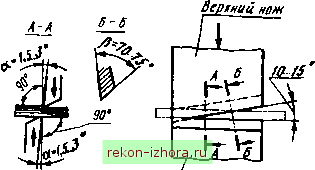 1Ни <ний. наш рис. 109. Элементы ножниц металл задний угол а в лезвиях делается небольшим, равным 1,5...3 (рис. 109). , Ножи изготовляют из сталей У7, У8; боковые поверхности лезвИЙ закалены до НКСэ 52...58, отшлифованы и: остро заточены. § 31. РЕЗКА РУЧНЫМИ НОЖНИЦАМИ Обыкновенные ручные ножницы при меняют для разрезания стальных листов толщиной 0,5... 1 мм и листов ИЗ цветных металлов толщиной до 1,5 мм. Ручные ножницы изготовляют с прямыми (рис. 110а, б) и кривыми (рис. 110,в) режущи1ии лезвиями. По расположению режущей кромки лезвия ручные ножницы делятся на правые и левые. Правыми называются ножницы, У которых скос на режущей части каждой половины находится с правой стороны. Правыми ножницами режут по левой кромке изделия в на-правлении по часовой стрелке (рис. 110,6). Левыми называются ножницы, в которых на режущей части каэК-
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |