

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела Гибка хомутика (рис. 98,а). После расчета длины заготовки и ее зазметки в Njecrax изгиба зажимают в тисках оправку 1 в вертикальном юложении. Диаметр оправки должен быть равным диаметру отверстия <омутика 2. С помощью двух плоскогубцев 3 по разметочным рискам изпают хомутик по оправке (работают вдвоем - один держит плоскогубцы, а второй наносит удары). Окончательное формирование хомутика выполняют по той же оправке металлическим молотком (рис. 98,6), а затем на правильной плите (рис. 98, в). Во избежание вмятин и забоин от ударов между молотком и деталью прокладывают кусок железной полосы. 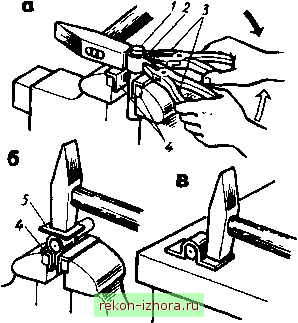 Рис. 98. Гибка хомутика: а - изгибание плоскогубцами на оправке, б, в - формование; 1 - оправка, 2 - хомутик, 3 - плоскогубцы, 4 - нагубники, 5 - мягкая подкладка Гибка ушка круглогубцами. Ушко со стержнем из тонкой проволоки изготовляют с помощью круглогубцев. Длина заготовки должна быть на 10... 15 мм больше, чем требуется по чертежу. Удерживая заготовку за один конец, второй изгибают, постепенно переставляя круглогубцы в местах изгиба. После того как ушко будет загнуто в соответствии с заданными размерами, ему придают нужную форму с помощью плоскогубцев. Посл этого лишний конец стержня удаляют кусачками. Гибка втулки. Последовательность переходов при гибке цилиндрической втулки описана ниже. Допустим, требуется из полосовой стали на круглых оправках изогнуть цилиндрическую втулку. Сначала определяют длину заготовки. Если наружный диаметр втулки (рис. 99, а) равен 20 мм, а внутренний -16 мм, то средний диаметр будет равен 18 мм. Тогда общую длину заготовки определяют по формуле/- = 3,14 18 == 56,5 мм. Затем заготовку с оправкой зажимают в тисках так, чтобы изгибаемая часть была выше уровня губок тисков, и через мягкие прокладки наносят по выступавшей части удары молотком, загибая конец полосы на оправке так, чтобы полоса плотно прилегала к ее поверхности (рис. 99,6). Затем заготовку с оправкой переставляют обратной стороной (рис 99, в) и ударами молотком загибают второй конец по оправке   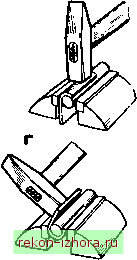 Рис 99 Гибка втулки в круглых оправках чертеж втулки, б-г - последовательность операций гибки ДО плотного прилегания к оправке обеих плоскостей в стьпсе (рис 99,г) После освобождения заготовки качество гибки проверяют измерительной линейкой. § 28. МЕХАНИЗАЦИЯ ГИБОЧНЫХ РАБОТ Профили (полосовой, сортовой металл) с разными радиусами кривизны гнут на трех- и четырехроликовых станках На рис. 100 показан трехроликовый станок для гибки криволинейных профилей, изготовленных из листов алюминиевых сплавов толщиной до 2,5 мм. Предварительно налаживают станок. Наладку верхнего ролика 5 относительно двух нижних роликов 7 и б осуществляют вращением рукоятки 4. При гибке заготовка 3 должна быть прижата верхним роликом 5 к двум нижним 7 и 6. Прижим 2 устанавливают так, чтобы по нему свободно скользила полка профиля, не давая ему скручиваться при гибке При выполнении гибки с роликов счищают накопившуюся грязь и протирают их чистой ветошью. Заготовку профиля из алюминиевого сплава в процессе гибки смазывают густым маслом. Профили с большим радиусом гибки получают на трехроликовом станке в несколько переходов. При гибке профильного проката по дуге окружности или по спирали применяют четырехроликовые станки. 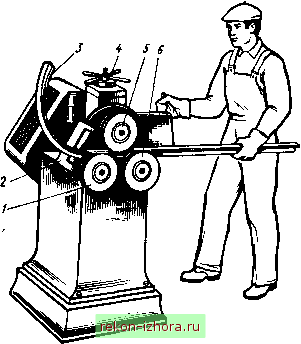 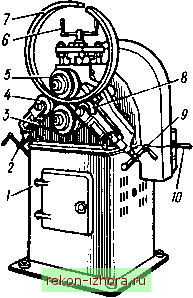 Рис 100 Гибка на трехроликовом кривых профилей станке Рис 101 Четырехроликовый станок для гибки профильного проката Четырехроликовый станок (рис. 101) состоит из станины внутри которой смонтирован приводной механизм, двух ведущих i роликов 5 и 5, подающих заготовку, и двух нажимных роликов 4 и 8, изгибающих заготовку 7. Нужный радиус гибки устанавливается с помощью рукояток 2 и 9. Станок налаживают в следующем порядке, вращая рукоятку 6 против часовой стрелки, поднимают ведущий верх-шй ролик 5 относительно ведущего нижнего ролика 3 на величину, не-ясолько большую толщины обрабатываемого профиля. После этого, вра-цая рукоятку 6 по часовой стрелке, опускают ведущий ролик 5 и прижимают обрабатываемый профиль к ведущему нижнему ролику 3. Затем включают электродвигатель и производят гибку под нужным радиусом. Включают и тормозят ведущие ролики с помощью рукоятки 10. § 29. ГИБКА И РАЗВАЛЬЦОВКА ТРУБ Трубы-изгибают по дуге различного радиуса или другой кривой под различными углами и в различных плоскостях. Гнутые трубы широко применяют для изготовления бензиновых, масляных, воздушных трубопроводов в автомобилях, тракторах, самолетах, металлорежущих станках и других машинах Трубы гнут ручным и механизированным способами, в горячем и холодном состоянии, с наполнителями и без них. Способ гибки зависит от диаметра и материала трубы, значения угла изгиба. Гибка труб в горячем состоянии применяется при диаметре более 100 мм При горячей гибке с наполнителем трубу отжигают, размечают, а затем один конец закрывают деревянной или металлической пробкой.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |