

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела Mbie и изогнутые по радиусу, имеющие на поверхности выпучины и вмятины. Заготовки из листа толщиной до 3 мм правят обычно на ручных трехвалковых гибочных вальцах, а толщиной по 4 мм - на приводных. Листогибочная трехвалковая машина (рис. 91,д) имеет расположенные один над другим валки 5 и 2 (рис. 91,6), которые могут в зависимости от толщины заготовки удаляться друг от друга или сближаться. Также может ьтгь опущен или поднят расположенный сзади третий валок 1.  Рис. 91. Листогибочная трехвалковая машина (а) и схема правки (б) Заготовку (лист или полосу) 4 устанавливают между двумя передними валками и, вращая рукоятку по часовой стрелке, пропускают между валками. Для полного устранения выпучин и вмятин заготовки пропускают между валками несколько раз. Правка валов и угловой стали на винтовых прессах применяется в тех случаях, когда правка молотком не обеспечатает должного результата. Один рабочий устанавливает, удерживает и контролирует выправляемую заготовку, а второй вращает маховик. Вал или трубу (рис. 92, а) располагают на призмах таким образом, чтобы изогнутая часть была обращена вверх, а пруток (труба) плотно лежал в угловых выемках призмы. При этом призматический наконечник пресса должен находиться на месте наибольшей кривизны. Для предупреждения вмятин между наконечником и валом помещают мягкие прокладки. Вращением маховика наконечник винта плавно подводят и нажимают им на вал (трубу) до тех пор, пока не осуществится правка, что определяют по просвету на поверочной плите. Некоторые особенности имеет правка угловой стали. Деформированный уголок устанавливают в призме на столе пресса (рис. 92,6), между полками уголка укладывают закаленный стальной валик. При нажиме винтом пресса валик придает угрлку соответствующую форму. Большие листы, полосы и ленты с выпучинами и волнистостью правят на листоправйльных станках, горизонтальных правильно-растяжных машинах и пневматических молотах. 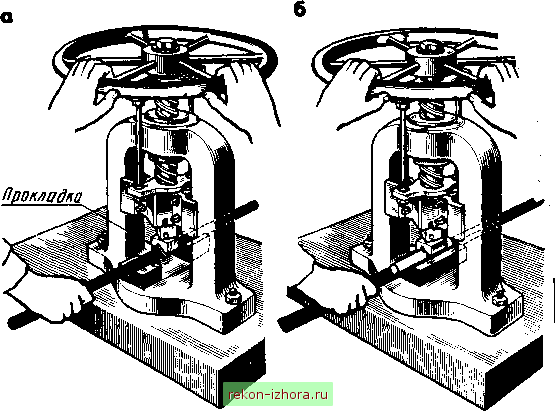 Рис. 92. Правка на винтовом прессе трубы (д) и углового проката (б) § 25. ОСОБЕННОСТИ ПРАВКИ (РИХТОВКИ) СВАРНЫХ ИЗДЕЛИЙ Сварные изделия, имеющие коробления, остаточные внутренние напряжения около шва, подвергают правке. Холодную правку (рихтовку) сварных соединений с неболь шими короблениями вьшолняют вручную с помощью деревянных ( мяг ких*) и стальных молотков на плитах, наковальнях, оправках или пневматических молотах. Сварные соединения со значительными короб лениями правят или на ручных прессах, используя различные оправки колодки, или на специальных приспособлениях. Холодную правку сварных соединений вьшолняют особенно осто рожно. Участок сварного изделия, имеющий коробление или поводку подвергают воздействию ударов молотком, вследствие чего металл на этом участке приводится в состояние текучести и изделие начинает постепенно принимать нужную форму. В целях предупреждения возможных рисок и засечек, возникающих от ударов молотком и ухудшающих поверхность изделия, применяют молотки и оправки с гладкой рабочей поверхностью. Правила нанесения ударов молотком при холодной правке сварных изделий те же, что и при правке полрсового материала. Безопасность труда. При правке и рихтовке металлов необходимо выполнять следующие требования безопасности: работать только исправным инструментом (правильно насаженные молотки, отсутствие трещин на рукоятках и отколов на молотках); для предохранения рук от ударов и вибраций металла работать в рукавицах; заготовку на плите или наковальне удерживать прочно. Глава Vn. ГИБКА МЕТАЛЛА § 26. ОБЩИЕ СВЕДЕНИЯ Гибка - это способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма. Слесарная гибка выполняется молотками ( лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм - плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал. Гибка деталей - одна из наиболее распространенных слесарных операций. Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах). Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом. На заготовку, свободно лежащую на двух опорах, действует изгибающай сила, которая вызывает в заготовке изгибающие напряжения. Если эти напряжения не превышают предела упругости материала, деформация, получаемая заготовкой, является упругой и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется). Однако при гкбке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости. Деформация заготовки в данном случае будет пластической, при этом внутренние слои заготовки сжимаются и укорачиваются, а наружные растягиваются и удлиняются (рж. 93). Б то же время средний слой заготовки - нейтральная линия -не испытывает ни сжатия, ни растяжения; его длина до и после изгиба остается постоянной. Поэтому определение размеров заготовок профилей сводится к подсчету длины прямых участков (полок), длины уко- Растягибаемые  Растянутые волокна . \ Растягивающая сила Расстояние до нейтраль -ной линии - Нейтральная линия 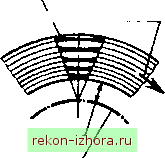 Рис. 93. Напряжения в заготовке при изгибе
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |