

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела дистые стали хорошо подвергаются пайке как мягкими, так и твердьпли припоями. В качестве мягких припоев применяют оловянно-свинцовые, а в качестве флюса - хлористый цинк или канифоль. Высокоуглеродистые и инструментальные стали можно паять медно-цинковыми и серебряными припоями. Пайку чугунных деталей вьшолняют латунями и серебряными припоями. Перед пайкой детали очишают от оксидов, масла и обрабатываемую поверхность зачишают механическим способом. Затем в месте спая кислородно-ацетиленовым пламенем с избытком кислорода выжигают свободный графит, детали прогревают, очищают от оксидов и покрывают бурой. Нагревание можно производить паьной лампой, не допуская нагрева детали свьппе 900 °С. После окончания пайки чугунные детали отжигают - нагревают до 700...750 °С, выдерживают при этой температуре в течение 20...25 мин, затем охлаждают на воздухе. Доброкачественный шов получается в том случае, когда поверхности спаиваемых деталей до пайки покрьшают медью. Пайка нержавеющих сталей сопряжена с некоторьпии трудностями, так как вследствие химического воздействия кислорода на легирующие элементы при нагреве происходит окисление поверхности стали. В целях удаления оксидов и дальнейшего предупреждения их образования применяют различные флюсы (например, буру). Нержавеющие стали паяются припоем ПСр45. Медь и ее сплавы хорошо паяются всеми способами. Пайка алюминия является весьма трудной операцией, так как алюминий быстро окисляется на воздухе, покрьшаясь очень тонкой оксидной пленкой, которая трудно поддается пайке. Оксидную пленку удаляют в процессе пайки механическим, химическим или ультразвуковым способом. Перед пайкой поверхность изделия обезжиривают в бензине либо горячем 10%-ном растворе каустической соды, а затем протравливают в растворе кислоты или зачищают. При механическом способе удаления оксидов место пша нагревают до температуры плавления припоя, наносят расплавленный припой (цинк, олово или их сплавы) и шабером либо щеткой под слоем припоя разрушают оксидную пленку. Припой смачивает поверхность алюминия и после охлаждения образует шов. Лучшие результаты пайки алюминия дает применение ультразвуковых паяльников, которые создают в расплавленном припое колебания ультразвуковой частоты (от 20 кГц до 1 ГГц); частички припоя начинают двигаться, ударяются о поверхность алюминия и разрушают оксидную пленку. Для ультразвуковой пайки применяют припой на цинковой или оловянной основе с добавлением кадмия и алюминия. При химическом способе оксидная пленка разрушается активными флюсами. В качестве флюса применяют смесь из 10 % фтористого натрия, 8 % хлористого цинка, 32 % хлористого лития и 50 % хлористого калия. Место пайки и пруток припоя подогревают до 300.. .400 °С. Припой погружают в порошкообразный флюс, а место пайки дополнительно подогревают до температуры несколько большей температуры плавле- ния припоя. Проводя припоем с нажимом и быстро по подогреваемому шву, флюсом удаляют оксидную пленку. Припой плавится и заполняет {шов. Для удаления остатков флюса изделие после пайки промьшают. § 90. ПАЙКА ТВЕРДЫМИ ПРИПОЯМИ Пайку твердыми припоями применяют для получения прочных и термостойких швов и осуществляют следующим образом: поверхности подгоняют друг к другу припиливанием (рис. 362, а) и тщательно очищают от грязи, оксидных пленок и жиров механическим или химическим способом; подогнанные поверхности в месте спая покрьшают флюсом (рис. 362, б); на место спая накладьшают кусочки припоя - медные пластинки (рис. 362, в) и закрепляют их мягкой вязальной проволокой (рис. 362, г); подготовленные детали нагревают паяльной лампой (рис. 362, д), в кузнечном горне или электропечи; когда припой расплавится, деталь снимают с огня и держат в таком положении, чтобы припой не мог стекать со шва; затем деталь медленно охлаждают (охлаждать в воде детали с напаянной пластинкой нельзя, так как это ослабит прочность соединения). Применяют также другой способ пайки: подготовленную деталь нагревают и посыпают бурой, затем снова нагревают и к месту соединения подводят конец медной или латунной проволоки, которая, расплавляясь, заливает место спая. По мере охлаждения спаянные детали 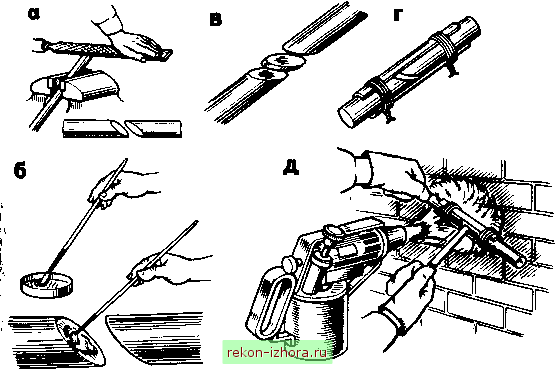 Рис 362 Пайка твердыми припоями а - подгонка поверхностей, б ~ смазывание поверхностей флюсом, в - вставка медной пластины, г - фиксирование соединяемых деталей направляющей прокладкой, д - нагрев деталей промьшают в воде, протирают сухими тряпками и лросушивают; шов зачищают наждачной бумагой или опиливают напильником. Дефекты. Наиболее распространенные при пайке дефекты, причины их возникновения и способы устранения приведены в табл. 9. 9. Виды дефектов при пайке
Безопасность труда. При паяльных работах и лужении следует выполнять определенные требования безопасности. Рабочие места, предназначенные для вьшолнения работ по пайке мелких деталей, должны оборудоваться местньпии вытяжными устройствами, обеспечивающими непосредственно на месте пайки скорость движения воздуха не менее 0,6 м/с. В помещениях, где выполнялись паяльные работы, должно произво-
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |