

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Хитрости слесарного дела 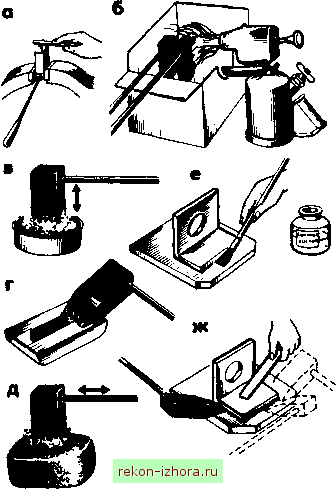 Рис. 359. Пайка мягкими припоями: а - доводка паяльника, б - нагрев обушка, в - очистка от окалины хлористьпУ1 цинком, г - захват расплавленного припоя, д - облуживание на куске нашатыря, е ~ протравливание места пайки (нанесение флюса), ж - нанесение припоя (заполнение зазора) чески очищают рабочую часть паяльника от окалины стальной щеткой и напильником. Нагретый паяльник (рис. 359, б) быстро снимают с огня, очищают от окалины погружением в хлористый цинк (рис. 359, в), затем набирают с прутка 1...2 капли припоя (рис. 359, г) и двигают паяльником по куску нашатыря (рис. 359, б), пока конец паяльника не покроется ров-шш. слоем припоя. Затем протравливают места пайки (рис. 359, е). Паяльник накладьшают на место спая (рис. 359, дг), немного придерживают его на одном месте для прогрева детали, затем медленно и равномерно перемещают по месту спая. При этом расплавленный припой стекает с паяльника и заполняет зазоры шва (0,05...0,15 мм). Для предохранения от нагрева соседние со швом участки детали покрьтают мокрыми тряпками или погружают в воду. После охлаждения паяный шов очищают, промьшают, протирают сухой ветошью. Нагретый паяльник нельзя класть на стол или верстак, так как он Стальной приток 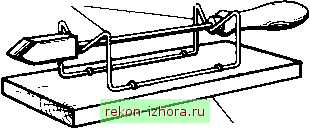 Доска 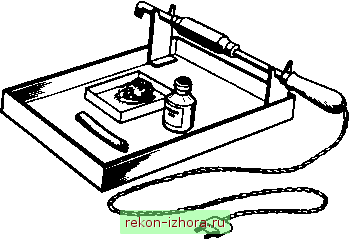 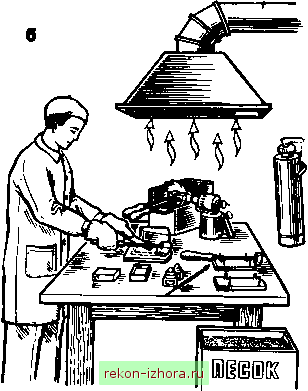 Рис. 360. Паяльник на подставке (в) и рабочее место паяльщика (б) быстро охладится и загрязнится; паяльник кладут на подставку (рис. 360, а). Рабочее место паяльщика показано на рис. 360, б. При массовом изготовлении деталей пайку осуществляют погружением в ванну с расплавленньп припоем. Приемы пайки показаны на рис. 361, а-д. 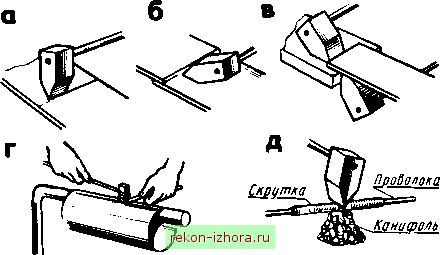 Рис. 361. Приемы пайки: а - стыковым швом, б - нахлесточным швом, в - тонкой пластины с толстым нахлесточным швом, г - трубы, д - толстых проводов Особенносш пайки сосудов для хранения горючих жидкостей. Пайка сосудов (бочек, бидонов) для горючих жидкостей или газов во избежание взрыва требует особых мер предосторожности. Прежде всего сосуды тщательно промывают. Перед пайкой их доверху наполняют водой и вьщерживают некоторое время, чтобы пары остатков горючего вытеснились полностью. Слив воду, приступают к пайке. Перед пайкой можно также пропарить или промыть бак горячей водой до исчезновения запаха горючего (лучше промыть 6 %-ным раствором каустической соды). Непромытый сосуд к рабочему месту подносить нельзя, так как при работающей паяльной лампе малейшая неосторожность может повлечь за собой взрьш сосуда. Когда пайка закончена и изделие полностью охладилось, со шва (шимают излишек припоя, изделие промьшают и высушивают в супшлке сухими опилками или сжатым воздухом. Пайку труб вьшолняют в следующем порядке: очищают напильником или шабером место пайки; на место спая наносят кисточкой флюс; прикладьшают нагретый и облуженный паяльник и пруток припоя к месту спая, расплавляют припой, равномерно, медленно непрерьшно перемещают паяльник по линии шва, давая припою заполнить шов. После окончания пайки и полного остывания трубы удаляют флюс и промьшают трубу в теплой воде. Особенносш пайки некоторых металлов и сплавов. Низкоуглеро-
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |