

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Холодная и полугорячая объемная штамповка S,MM 80 i Механизм Главного ползуна Переноса заготовок Зажима Выталкивателя Удаления отходов 10 20 30 40 50 60 70 SO 90 100 110 120 130 140 150 ISO 170 Ход Вперед Ш° Мд к матрице с заготоВкой40°( . \Выстойс заго-°М/п товкой и мат- Закрыт 70° Отход 20 Ход на линии подачи 80° Раскрытие 20°\ Раскрыт 40° Закрытие 20 Выстаивание Выталкивателя НО Выстаивание рабочего органа механизма 260° Рис. 16. Циклограмма взаимодействия / - ползуна; 2 - рабочего органа механизма переноса; 6. Технические характеристики обрезных автоматов Параметр Наибольший диаметр стержня детали, мм Наибольшая длина стержня детали, мм Номинальная сила, кН Число ходов ползуна в минуту Мощность привода, кВт Габаритные размеры, мм: длина ширина высота Масса автомата, т
ISO т 200 гю гго гЗО 240 2S0 гвО 270 2S0 290 ЗОО StO 320 ЗЗО 340 350 а° Ход назад /80° Выстаивание на линии подачи 165° Ход/г матрице с заготовкой 40°
механизмов перемещения обрезного автомата: г - выталкивателя; а - угол поворота коленчатого вала Продолжение табл. 6
11 у п ivi Г -1 а п и , с,-.ч1 ,1, ...наменателе, относятся к .чвтоматам для обрезк;1 и повторной высадки деталей, длина стержня когсрых / 5d. 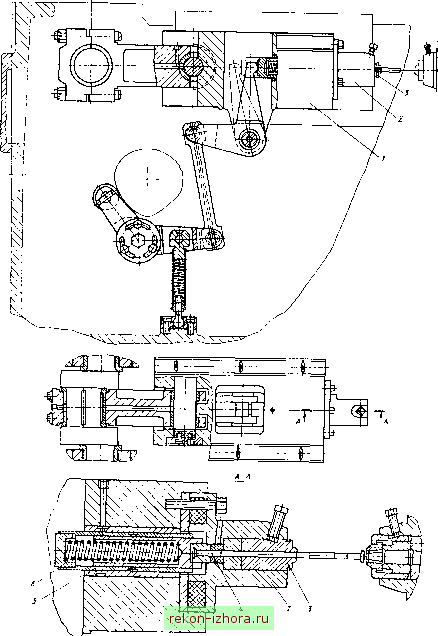 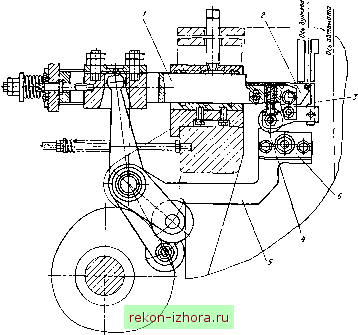 Рис. 19.Механизм подачи заготовок ОТ кулачка, а дальнейшее (несиловое) - от пружины 6. Перенос заготовок с оси линеек бункера на линию обрезки осуществляется механизмом подачи (рис. 19). На шток / механизма подачи, совершающем возвратно-поступательное перемещение, крепится ловитель 2 заготовок с подвижным прижимом 3. Прижим открывается при нажатии рычага 5 иа ролик 4 с закрепленной на рычаге кулачковой дорожкой 6. Кулачковая дорожка поднимается рычагом 5, приводимым в движение кулачком, установленным на соответствующем валу. Для совмещения линии подачи заготовок и оси захвата лонителя предусмогрена регулировка кулачковой дорожки. Положение ло- вителя заготовок можно регулировать и в вертикальной плоскости. Для ориентапии и подачи штучных заготовок в автомате на специальной плите установлен бункер роторного типа. Плита прикреплена к станине. В бункере имеется вращающийся ротор с лопатками. Привод ротора осуществляется от электродвигателя и редуктора через цепную передачу, а привод отбойной звездочки через клиноременную передачу. Через загрузочное окно в корпусе бункера загружают заготовки. Ротор с лопатками, вращаясь, поднимает заготовки и сбрасывает их на наклонно рас. положенные направляющие линейки. Заготовки, занявшие правильное по1 ложение в щели между линейками, Рис. 17. Ползун главного нсполннтельвого механизма с выталкивателем (см. также рис. 18) Рнс. 18. Передняя чйрь ползуна в разрезе СКОЛЬЗЯТ под действием собственной массы по наклонной плоскости. Заготовки, занявшие неправильное положение на линейках при подходе к отбойной звездочке, сбрасываются в корпус бункера. Вибровозбудитель, установленный на линейках, облегчает соскальзывание заготовок по линейкам. 4. АВТОМАТЫ И ПОЛУАВТОМАТЫ ДЛЯ НАКАТКИ РЕЗЬБ И ПРОФИЛЕЙ Отечественная промышленность изготовляет автоматы и полуавтоматы с плоскими плашками (табл. 7), с роликом и сегментом (табл. 8) и двухроли-ковые (табл. 9), используемые как самостоятельно, так и в составе автоматических линий и автоматизированных комплексов. Автоматы с п.лоскимн плашками. Основным назначением автоматов является накатка метрических резьб на деталях типа болтов, винтов и шпилек с временным сопротивлением разрыву Ов 850 МПа. При применении специального инструмента эти автоматы могут быть использованы для накатки шурупов, мелкомодульных зубчатых колес, деталей с мелкими шлицами, рифлениями и т. п. Процесс накатки осуществляется двумя плашками, одна из которых закреплена неподвижно в станине, а другая установлена на возвратно-поступательно перемещающемся ползуне. Диаметр заготовки принимается примерно равным среднему диаметру накатываемой резьбы. При продольном сближении накатшлх плашек заготовка посредством подающего устройства размещается между ними, и при дальнейшем движении подвижной плашки стержень накатываемой детали захватывается между плашками; образуется резьба. Продольное возвратно-поступательное движение ползуна с подвижной плашкоГ; осуществляется от кривошипного jMCxaHHSMa. Кинематическая схема )сзьбонакатпого автомата с плоскими плашками представлена на рис. 20. П(1-.пча заготовки в рабочую зону осуществляется продольным питателем. После захвата заготовки плашками рабочий орган продольного питателя возвращается в исходное положение. На линию накатки заготовка подается из магазинного устройства, в котором создается запас заготовок, необходимый для бесперебойной подачи их в рабочую зону. Отсекатель, внедряясь клиновидным концом между заготовками, отделяет одну из них и досылает ее иа линию действия поперечного питателя, который выводит заготовку на линию накатки и удерживает ее там до захвата продольным питателем. Магазинное устройство представляет собой две параллельно расположенные наклонные линейки, по которым заготовки перемещаются под действием силы тяжести. К верхней части Линеек заготовки подаются из бункера, в котором проводится их первичная ориентация. Линейки автомата наклонены под углом 30°. В маховике автомата встроена сцепляемая пневматическая муфта. Предусмотрена блокировка, исключающая работу привода бункера при заклинивании его цепи при переполнении заготовками линеек подачи. Имеется блокировка, исключающая возможность включения муфты при отсутствии давления в смазочной системе, изменения направления вращения вала двигателя до полной остановки подвижных частей. Взаимодействие механизмов анго-мата осуществляется в соответствии с Циклограммой (рнс. 21), показывающей зависимость перемещений рабочих органов механизмов от угла поворота главного вала привода накатного ползуна. Заготовки переносятся вдоль оси накатывания к инструменту с помощью продольного питателя, получающего привод от кулачка, ролика и рычажной системы. В зону действия продольного питателя заготовки подаются поперечным питателем, толкатели которого закреплены на ползушке, которая может перемешаться по направляющим корпуса. Неподвижная резьбонакатпая плашка устанавливается в гнезде корпуса / (рис. 22) с проставками для деталей 7. Технические характеристики резьбонакатиых автоматов с плоскими плашками нормальной и укороченной длины Параметр Диаметр метрической резьбы, мм Длина стержня детали, мм Наибольшая длина резьбы, мм Допускаемая радиальная сила накатывания, кН Число ходов ползуна в минуту: для плашек нормальной длины для укороченных плашек Мощность электродвигателя главного привода, кВт Габаритные размеры автоматов с плашками нормальной длины, мм: длина ширина высота Масса автомата, т
Параметр Диаметр метрической резьбы, мм Длина стержня детали, мм Наибольшая длина резьбы, мм /1опускаемая радиальная сила накатывания, кН Число ходов ползуна в минуту: для плашек нормальной длины для укороченных плашек Мощность элекгродвигателя главного привода, кВт Габаритные размеры автоматов с плашками нормальной длины, мм: длина ширина вт,1сота Масса автомата, т Модель автомата АБ2420 АБ24 21 АБ2422 АА2423 АА2424 16-110 70 160 90-220 90-300 20-130 80 220 7.5-180 80-225 15,0 3200 1600 2250 4 25-160 100 400 50-130 70-180 30-180 115 500 40-100 32,61 4600 2330 2500 12,5 35-200 125 800 40-90 47,61 4600 2330 2500 14,7
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |