

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Холодная и полугорячая объемная штамповка Схема П[)оцесс и его характеристика Выдавливание с помощью полого мастер-пуансона У У Л .,  При необходимости получения матриц 2 со сложным внутренним контуром и при наличии в дониой части полости выступов различной формы (цилиндрических, квадратных и др.) выдавливание осуществляется в пакет-штампе с помощью полых мастер-пуансонов / Выдавливание полости в ступенчатой прямоугольной заготовке При изготовлении выдавливанием матриц со ступенчатыми плоскостями разъема применяют ступенчатые пуансон / и заготовку 2. Такая технологическая схема процесса позволяет Значительно уменьшить глубину вдавливания рабочей части мастер-пуансона и снизить необходимую силу для формообразования 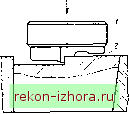 Схема Процесс и его характеристика Одновременное выдавливание двух полостей матриц При обычной технологии выдавливания матриц для прессования деталей со ступенчатым профилем асимметричной формы поломка мастер-пуансона в переходном сечении, ввиду неравно.мерного распределения сил, является неизбежной. Создавая спаренную конструкцию рабочей части мастер-пуансона 7, одновременно Bbiflaf-ливают два оттиска в заготовке, разрезав заготовку 2 на две половины, каждая из которых является самостоятельной матрицей 3 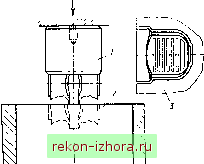 W A / Применяя метод холодного выдавливания для получения полостей матриц, предназначенных д.пя гравировки букв, цифр и знаков, не рекомендуется конструировать полость с утопающим рельефом ввиду трудности обработки выступающего рельефа на мастер-пуансоне. Прн выдавливании несимметричных полостей во избежание поломок мастер-пуансона и искажения выдавливаемой полости следует применять специальные направляющие кольца для 3. Предельные значения относительной глубины выдавливаемой полости
точного направления мастер-пуансона в пакет-штампе. Конусно-сферические полости с плавным контуром могут быть выдавлены с учетом проведения процесса в несколько операций. Между операциями выдавливания следует осуществлять РТО в безокислительной среде. Габаритные размеры цилиндрических, конических и прямоугольных заготовок принимают в зависимости от отношений hid, hlyab. Качество полости, а также сила выдавливания в значительной мере зависят от формы и размеров заготовок. .3 целях повышения пластичности металла и снижения силы выдавливания заготовки следует предварительно подвергать РТО, При выдавливании полостей матриц и штампов простой формы с плавными переходами, где давление выдавливания достигает 2,2-2,5 ГПа, мастер-пуансоны изготовляют из сталей 9ХС, У10А при твердости после термической обработки (закалки и отпуска) HRC 59-61. При выдавливании сложных полостей и давлении до 3 ГПа мастер- 4. Габаритные размеры мастер-пуансонов, мм 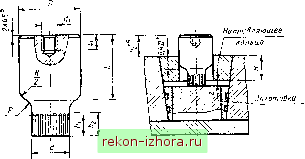 Величина 0,4D предусмотрена для направления пуансона до начального момента выдавливания Диаметр рабочей части d До 30 Св. 30 ДО 50 Св. 50 ДО 80 Св. 80 Диаметр направляющей части D Длина рабочей части hz Радиус сопряжения Н Длина направляющей части / Размеры резьбового отверстия
пуансоны изготовляют из сталей Х12М или Х12Ф (твердостью ЯРС 59-62). Данные для расчета основных размеров мастер-пуансона в зависимости от диаметра его рабочей части d и глубины выдавливания h приведены в табл, 4, где зазор г между верхней плоскостью заготовки и нижней плоскостью направляющего кольца принимается в зависимости oi диаметра d и глубины выдавливаемой полости Л. Размеры г и Аз учитывают высоту вытесняемого металла заготовки при выдавливании полости. Высота выступающей части мастер-пуансона при его нижнем крайнем положении равна 5 мм. Расчет исполнительных размеров рабочей части мастер-пуансона рекомендуется осуществлять по табл. 5 В габл. 6 приведены форма и на-значение заготовок. 5. Размеры рабочей части мастер-пуансона, мм Эскиз 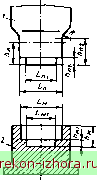 / - мастер-пуансон; 2 - матрица Расчетные формулы =(1м) - -Ai; = (Ьмх) - -Ai; = (1,15-f-1,25) Лм На рабочем чертеже мастер-пуансона размер пояснить надписью: Глубина выдавливаемой полости ; K-L = Обозначения: Lj, - размер мастер-пуансона; Ljj - размер полости матрицы; - допуск на размер по 8-9-му квалите-ту; - размер уступа мастер-пуансона; Z-Mi - размер уступа полости матрицы; Лпг - расчетная высота рабочей части мастер-пуансона; ftj = ft глубина выдавливаемой полости; Лц! - высота уступа мастер-пуансона; ftjjj - глубина уступа полости матрицы. Непосредственно перед выдавливанием рабочую поверхность мастер-руансона подвергают меднению нанесением насыщенного раствора медного купороса в 3 %-ном водном растворе соляной кислоты. Тонкий слой меди на поверхности мастер-пуансона предохраняет его рабочую часть от прилипания к нему частиц металла заготовки. Дополнительное смазывание после меднения рабочей части мастер-пуансона пастой дисульфида молибдена снижает давление выдавливания, исключая возможность появления подрывов и расслоения металла, улучшает условия выпрессовки мастер-пуансона из заготовки. Основные преимущества применения холодного выдавливания полостей матриц пресс-форм и штампов: трудоемкие ручные слесарные и граверные работы, а также изготовление сложных полостей штампового инструмента на копировально-фрезер-ных станках заменяются методом холодного выдавливания на гидравлических прессах; до 10 раз снижается себестоимость матриц пресс-форм и иттампов; продолжительность цикла изготовления пресс-форм и штампов сокращается в несколько раз; рабочие полости штампового инструмента получаются идентичными, так как выдавливаются одним мастер-пуансоном; устраняются составные конструкции матриц пресс-форм и штампов, неизбежные при обработке полостей резанием; благодаря упрочнению металла в процессе выдавливания стойкость матриц и штампов повышается; достигаются высокая точность, а также низкие параметры шероховатости поверхности выдавливаемой полости; в результате высокой эффективности процесса стоимость гидравлического пресса, эксплуатируемого на специализированном участке холодного выдавливания, окупается в течение од-ного-полутора лет. Технические характеристики гидравлических прессов для холодного выдавливания рельефных полостей приведены в табл. 7. 3683 6. Форма и иазиачеиие заготовок Форма заготовок Эскизы выдавливаемой полости Применение 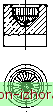 Для выдавливания больших партий матриц пресс-форм ь пакете-штампе Для выдавливания небольших партий матриц в обойме с коническим отверстием 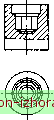 Для выдавливания полостей различной сложности при наличии загрузочной камеры в матрицах Для выдавливания различных полостей матриц, имеющих центральное отверстие для выталкивателя. Перед процессом выдавливания в отверстие заготовки вставляют коническую шпильку. Применение заготовки с отверстием значительно снижает силу выдавливания Для выдавливания прямоугольных полостей с отношением сторон прямоугольника L :Ь> 1,5. Выдавливание осуществляют в прямоугольных заготовках Форма заготовок Эскизы выдавливаемой полости Применение 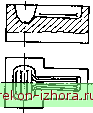 Выдавливание полостей матриц переменного сечення с помощью вспомогательных закаленных вкладышей, устанавливаемых в пазы заготовки Для выдавливания матриц пресс-форм, имеющих ступенчатую плоскость разъема. Позволяет выдавливать рабочую полость для прессования ступенчатых деталей. Значительно снижается сила выдавливания 100-150° 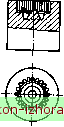 Для получения матриц с выступающими рельефами в центре (сферические поверхности, знаки, гравюры)  Для выдавливания полостей матриц с выступающим сферическим рельефом на Дне полости
|
|||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |