

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Холодная и полугорячая объемная штамповка 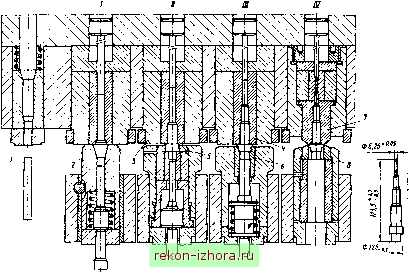 Рис. 81. Технологические переходы и схема наладки инструмента четырехпозицгшнного холодновысадочного автомата для штамповки оси педали велосипеда 12 %, что вполне допустимо при инженерных расчетах. Технологические переходы и схема наладки при штамповке деталей на двухпозиционных и многопозициоиных автоматах фирмы Сакма . На рис. 58 в качестве примера дана схема наладки двухпозиционного автомата фирмы Сакма для штамповки пустотелого пальца методом обратного выдавливания. Калиброванный металл подается по линии а-а через подпружиненную отрезную матрицу 1 до регулируемого упора (на рисунке не показан). Закрытый нож-втулка 2, перемещаясь вправо, отрезает заготовку 3, которая затем переносится этим ножом на линию переталкивания б-б. Здесь заготовка переталкивается из закрытого ножа 2 во втулку 4 с тем, чтобы нож мог отойти в исходное положение. После отхода ножа заготовка 3 переталкивается толкателем 5 в захватывающие пальцы (на схеме не показаны) и перемещается на позицию /. На этой позиции происходит заталкивание заготовки Пуансоном 6 в ма- трицу 7 до упора в выталкивающий стержень 8, после чего осуществляется выдавливание передней полости в заготовке. По окончании этого перехода деформируемая заготовка выталкивается из матрицы 7, захватывается пальцами и переносится на позицию . На этой позиции происходит заталкивание заготовки толкателем 9 в матрицу J0 и выдавливание задней полости пуансоном И; затем происходит выталкивание готовой детали 12 из матрицы 10. На рис. 59-61 показаны переходы штамповки и схемы наладки инструмента на четырехпозициоиных холодновысадочных автоматах стержневых деталей сложной конфигурации. На всех переходах отрезка заготовки осуществляется закрытым ножом-втулкой 1. При штамповке ступенчатого пальца с полостью (рис. 59) на позициях / н осуществляются переходы прямого выдавливания в матрицах; на позиции / - третий переход выдавливания в пуансоне и матрицах 2 и 3. На позициях н III проводится выдавливание пуансоном 4 и стерж- 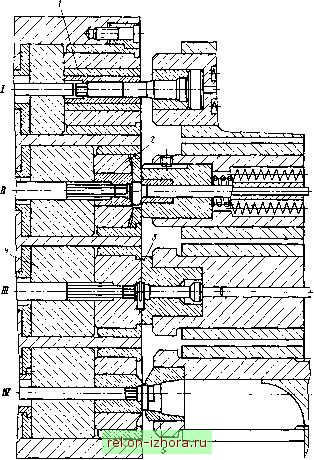 Рис. 62. Технологические переходы и схема наладки инструмента четырехпозиционного холодновысадочного автомата для штамповки эксцентрика регулировки тормоза .И т. 5 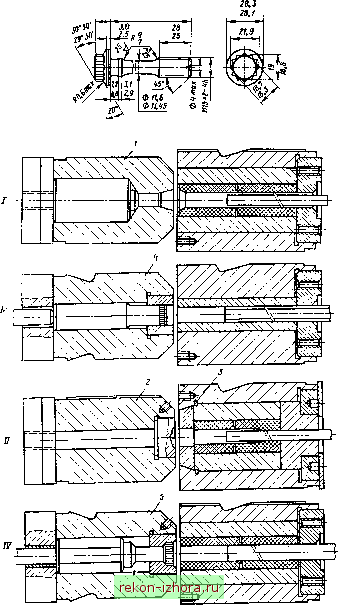 Рис, 63. Технологические переходы и схема наладки инструмента четырехпозиционного холодновысадочного автомата для штамповки полуфабриката болта с многогранной головкой и флаицем 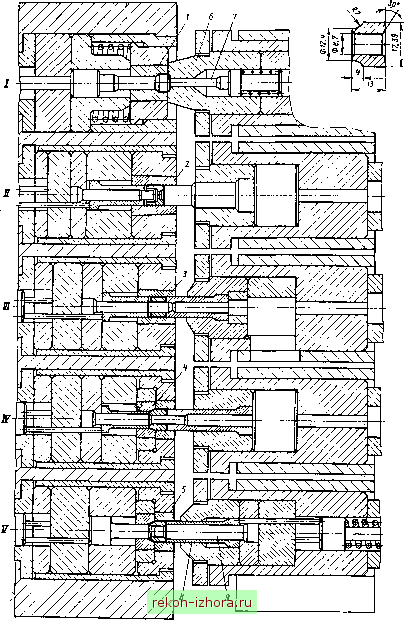 Рис. 64. Технологические переходы и схема наладки пятипозициониого автомата Rua штамповки детали типа втулки с конусом нем 5 конического углубления на торце заготовки, необходимого для выполнения перехода выдавливания полости на позиции IV. При штамповке пальца с шаровой пустотелой головкой (рис. 60) выталкиватели применены в матрицах 2-5. В пуансоне на позиции / вмонтировано устройство для съема с пуансона 6 штампуемой заготовки. При штамповке оси педали велосипеда на позиции / (рис. 61) происходит образование конуса в пуансоне 2. На позициях -IV стержень заготовки подвергается трехкратному редуцированию в матрицах 3 н 4, чтобы получить участки стержня разных сечений с соответствующим упрочнением металла. На позициях и / Осуществляется дальнейшее формообразование утолщения в пуансонах 5 и 6. На позиции IV проводится обрезка или зачистка утолщенного элемента детали в целях образования качественной цилиндрической формы. Готовый полуфабрикат оси педали велосипеда выталкивается из матрицы 7 через полость обрезного пуансоиа 8. При штамповке этой детали выталкиватели применены во всех матрицах; в пуансонах оии необходимы только на позициях /- /. Технологические переходы и схема наладки инструмента при штамповке деталей на четырех- и пятипозицион-ных автоматах фирмы Нэдшруф . Деталь со смещенным цилиндрическим утолщением (рис. 62) штампуется за четыре перехода. На позиции / выдавливается шестигранный участок в матрице /; на позиции осуществляется первый переход высадки утолщения в матрице 2. На позиции / выполняется окончательное пластическое формообразование штампуемой заготовки в пуансоне 3 и в матрице 4. На позиции IV происходит обрезка по кругу высаженного утолщения (смещенного от центра детали) подвижной матрицей 5. После обрезки готовый полуфабрикат выталкивается через полость подвижной матрицы. Выталкиватели в матрицах предусмотрены на всех позициях, а в пуансонах они применены только на позициях и /. На рис. 63 приведены технологиче- ские переходы и схема наладки инструмента четырехпозиционного холодновысадочного автомата для штамповки полуфабриката болта с многогранной головкой и фланцем. На позиции / в пуансоне 1 высаживается коническая головка. На позиции в пуансоне и матрицах 2 и 3 осуществляется второй переход высадки головки. Формообразование сложной головки завершается в пуансонах 4 и 5 на позициях / и IV. После высадки стержень полуфабриката подвергается обкатке с получением требуемого профиля и накатывается резьба. Короткая деталь в виде втулки с конусом на одном конце (рис, 64) изготовляется на пятипозиционном автомате. Штамповочные переходы 1-V осуществляются в матрицах 1-5. Выталкиватели из матриц предусмотрены на всех позициях. В пуансоне 6 на позиции / имеется подпружиненный стержень 7 для удержания заготовки в матрице 1. На позиции V применен съемник 8 отштампованной детали с оправки 9. Список литературы 1. Вопросы химии и технологии смазочных материалов. ВНИИПКНеф-техим. М,: ЦНИИТЭнефтехим, 1981, С, 24-35. 2. Кро.ха В. А. Упрочнение металлов при холодной пластической деформации; Справочник. М.: Мапшяо-строение, 1980. 155 с. 3. Навроцкий Г. А Грайфер А. X., Решетнев Н. И. Разработка и внедрение процессов холодной и горячей высадки стержневых деталей. Качество и эффективность при листовой и объемной штамповке. МДНТП, 1977, С. 109-120. 4. Навроцкий Г. А., Шибаков В, Г., Головни В. А. Исследование возможностей управления качеством изделий при холодной объемной штамповке Об-работка металлов давлением в автомобилестроении. М.: МАМИ, 1980, С. 76-79. 5. Огородников В. А. Оценка деформируемости металлов при обра- ботке давлением. Киев; Вища школа, 1983. 175 с, 6. Овчинникова. Г., Грайфер А. X. Устойчивость промежуточного набора при высадке Кузнечно-штамповочное производство, 1976, № 2, С. 12-14. 7. Пластичность и разрушение / В. Л. Колмогоров, А. А. Боготов, Б. А. Мигачев и др. М,: Металлургия, 1977. 336 с. 8. Смазочио-охлаждающие технологические среды ВНИИПКНефтехим. М.; ЦНИИТЭнефтехим, 1982, С. 110-116. 9. Смирнов-Аляев Г. А. Сопротивление материалов пластическому деформированию. Л.: Машиностроение, 1978. 386 с. 10. Технологические смазки и смазочно-охлаждающие жидкости для объемной штамповки М,: НИИмаш, 1979. 48 с. 11. Фальковский В. А. Твердые сплавы для обработки металлов давлением. М.: НИИмаш, 1978. 44 с. 12. Хомяк Б. С. Твердосплавный инструмент для холодной высадки и выдавливания. М.; Машиностроение, 1981. 180 с. 13. Штейн Ф. С, Санакоев Г. К. Перспективы внедрения смазочно-ох-лаждающих жидкостей при холодной высадке на автоматах Современные достижения в области холодной объемной штамповки. МДНТП, 1984, С. 115-119.
https://marusi.ru лучшие сайты знакомств в иркутске топ 17 бесплатных. |
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |