

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Холодная и полугорячая объемная штамповка 25. Размеры рабочих полостей инструмента для однопозиционной двухударной высадки винтов М10 и М16 с цилиндрической головкой (а = 12°)
26. Размеры рабочих полостей инструмента для однопозиционной двухударной высадки винтов Мб и М8 с конической головкой
27. Размеры (в мм) р.тбочих частей инструмента для четырехпозиционной высадки болтов М8 и М10 Обозначение (см. рис. 53) M8-6gX25 MI0-6gX25 Обозначение M8-6gX25 MIO-6 Х25 Исходный 9,2Я10 9,15.0,03 7 8+ <,<з 7;8 9 2+0 ~9;2 11,5 8,9+0,2 1,6+ 11.5.0,8 9 7+0,03 9/7 11,55+ 11,55 12,6 12,2+0. 2,4 2,4 4 ± 0,09 7,7 7,7 9,8-f-0,15 9,8 10,8+°. 11-4-0,6 13,8+ . 13,8 12,6+0,2 13,3-0,7 16,2-+-0,2 16,2 14,4-f-0,6 0 9+0,2 0,9 5 ± 0,15 25-0,4 заготовка 16,5+0,5 1,1+0,2 1,1 .Заготовка 6 ± 0,15 Заготовка 25-0,4 12,5 20,4 7 02+0.022 7,12 o,o7 21,2 S 8+ 25,1 2,2 2.2 7,06+ 7,12.0,0 8,87+ . 8.94.0,07 10,8+°. 12.1,2 12,6+. 14.1.4 11.78j:ii;a 12.0,24 13.78il!;!! -0,24 28 28 0,6-0,8 J J 2+ 0,048 7,12-0,07 1 1+0,22 10,8 9+0,06 8,94.0,0 12,8+°. 12,6 7,8+ .1 7J 9,8+ .8 9;8 Примечание. Размеры инструмента размеры заготовки- в знаменателе. приведены в числителе, 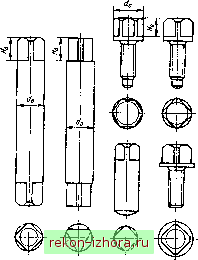 Рис. 55. Типовые стержневые детали с концевыми гранеными участками НОЙ высадки болтов М8 и М10 приведены в табл. 27. Размеры диаметров матриц и стержней заготовок даны для резьбы с полем допуска 6g. При данном технологическом процессе с применением двойного редуцирования стержня получаются детали примерно равнопрочные по длине. Схема процесса высадки приведенная на рис. 54, отличается от предыдущей следующим: на позиции вместо второго редуцирования осуществляется предварительный переход высадки головки; на позиции / - пластическое формообразование большой фаски на конце стержня, наличие которой обеспечивает хорошие условия для механизации сборочных процессов. Размеры рабочих частей инструмента для четырехпозициониой высадки болтов М8 с длиной стержня 30 и 50 мм приведены в табл. 28. Технологический процесс холодного поперечного обжатия применяется для формообразования треугольных, квадратных и многоугольных сечений на определенных участках стержневых деталей, что значительно расширяет технологические возможности объемной штамповки. 28. Размеры рабочих частей инструмента для четырехпозициониой высадки болтов MS-6gX50
Формообразование на кривошипных прессах граненых сечений применяется -в основном при изготовлении стержневых деталей, у которых длина штампуемой части Яо = (0,5-1,5) do, где do - диаметр исходной заготовки. На рис. 55 показаны типовые стержневые детали с концевыми гранеными участками, а на рис. 56 - схема штампа для этого процесса. Штамп можно применять как на вертикаль- 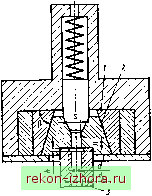 ки, осуществляя радиальную штамповку заготовки, находящейся в матрице 5. Приведенная схема относится к случаю деформирования концевого участка стержня с образованием бурта под обжимаемой частью, что характерно для установочных винтов. Усилие радиальной штамповки зависит от диаметра и относительной высоты деформируемой части заготовки, обжатия и условий трения. Потребная радиальная технологическая сила при штамповке RH sin -+ рис. 56. Схема штампа для образования граней на стержневых деталях ном кривошипном прессе общего на-вначения, так и на холодновысадочном автомате. Исходное сечение обрабатываемой заготовки - круг. При движении ползуна пресса ра-диально расположенные рабочие вкладыши 1 (см. рис. 56) посредством клиньев 2 перемешаются к оси заготов- -2цЯ2sin--t-Ш-f 4 п 1 Сила на ползуне пресса ctgp + Hi 1-21 ctgp-nf где k - -7; R- радиус исходного / 3
if,!, п 11 го звн,мм jJu mj W т р,кн
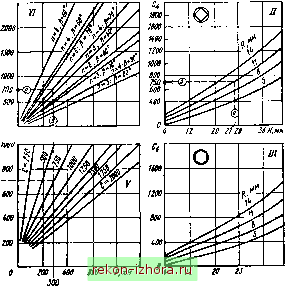 36H,MM Рис. 57. Номограмма для определения потребной силы штамповки прн формообразоваинн граней поперечным обжатием (радиальной штамповкой) 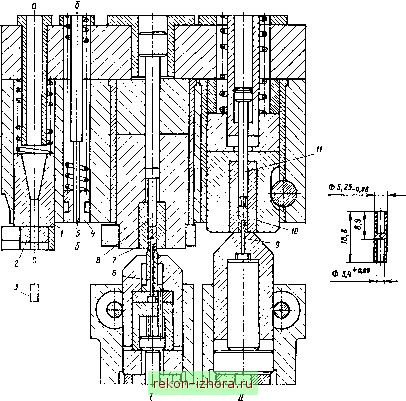 Рис. 58. Схема наладки инструмента двухпозиционного aaruMaia для штамповки пальца с двумя полостями металла, мм; Н - высота штампованной части детали, мм; п - число граней многогранника; ц = 0,15-т-0,2 - коэффициент трения; р - угол наклона клиновой поверхности; [ij = = 0,15 - коэффициент трения между элементами металла; - предел текучести . Потребную силу штамповки определяют с помощью номограммы (рис. 57 см. номограмму Vl). Способ пользования номограммой потизан на примере определения основных параметров процесса радиальной штамповки квадратной головки из стали 10 при р == 70° с радиусом заготовки R = 11 мм и высотой головки Н = 27 мм, полученной после штамповки. На поле номограммы по прямым а и б определяем Cf = 750, отмечаем заданную величину деформации 6 = = 1,0 на поле номограммы IV а для стали 10 по прямым виг находим а J = 700 МПа. На поле номограммы V при = = 700 МПа для С4 = 750 по прямым г и д определяем Р = 300 кН, а на поле номограммы VI при Р = 300 кН для п - i и Р = 70° по прямым д и е определяем Q p = 700 кН. Экспериментальное определение сил Р и Q показало, что они ниже сил, определяемых по номограмме, на 5- 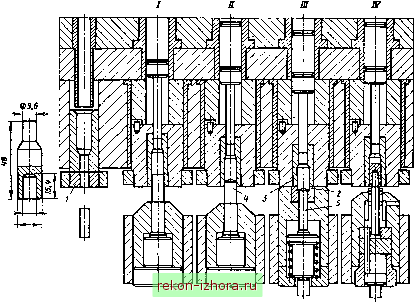 Ф8 Ф13.9 Рис. 59. Технологические переходы и схема наладки инструмента четырехпозиционного автомата для штамповки ступенчатого пальца с полостью 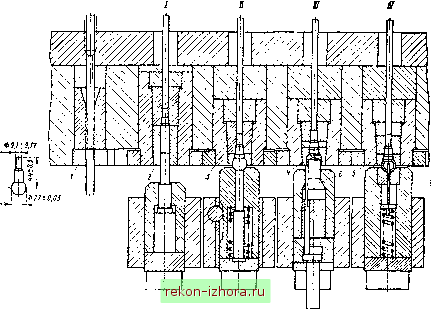 Рис. во. Технологические переходы и схема наладки ииструмента четырехпозиционного автомата для штамповки пальца с шаровой пустотелой головкой
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |