

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Холодная и полугорячая объемная штамповка 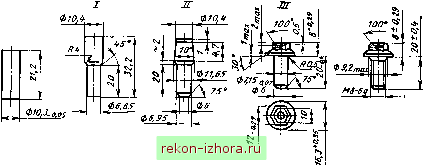 Рис. 48. Техиологический процесс штаповки и иакатки резьбы при изготовлении болтов М с фланцем на трехпозициоииом холодновысадочном и резьбонакатиом автоматах 13ВОА-8Ф и АР-12Ф Штамповка болтов и гаек с фланцами иа государственном заводе Красная Этна . На рис. 48 показан технологический процесс изготовления болтов М8 с фланцем на трехпозициоииом холодновысадочном автомате. Отрезанная заготовка диаметром 10,3 мм, длиной 21,2 мм переносится на позицию /, где осуществляется прямое выдавливание стержня в закрытой полости матрицы с диаметра 10,3 мм до диаметра 6,85 мм со степенью обжа-тня 50 %; на позиции - предварительная высадка в пуансоне головки с небольшим фланцем и формообразование фаски на конце стержня; окончательная высадка головки болта с фланцем в пуансоне, осадка стержня в матрице с диаметром под накатку 7,15 мм и образование концевой фаски завершаются на позиции /. Накатка резьбы до головки осуществляется на резьбонакатиом автомате. X ОЛ одновысадоч и ый тре хп оз и цион-вый автомат 13ВОА-8Ф предназначен ДЛЯ изготовления полуфабрикатов болтов М8 с фланцем, болтов М10 с обрезной и отштампованной граневой головкой из калиброванной стали в бунтах марок Юкп, 20кп, 35 в отожженном состоянии класса точности 4 по ГОСТ 7417-75. На передней части высадочного ползуна смонтированы пуансон одержател и с пуансонами; выталкивание заготовок из пуансонов осуществляется на всех трех позициях, при необходимости можно отключать любой из них. На каждой позиции имеется индивидуальный механизм выталкивания из матриц. На позициях / и привод осуществляется от кулачков, установленных на распределительном валу; на позиции / - от кулачка коленчатого вала, причем перестановкой этого кулачка на 90° и его точным регулированием обеспечивается возможность выталкивания заготовок с отштампованной или обрезной граненой головкой. В матричном блоке установлены; отрезная втулка и три высадочные матрицы. Система переноса заготовок имеет индивидуальные приводы механизмов для раскрытия и закрытия захватов и для перемещения заготовок по позициям. Зажим заготовок захватами осуществляется пружинами растяжения. Система переноса имеет широкий диапазон регулирования по циклу переноса и моменту раскрытия и закрытия захватов, что позволяет осуществлять надежное транспортирование заготовок различной формы. Ножевой шток механизма отрезки приводится в возвратно-поступательное движение от кулачковой дорожки, смонтированной на боковом ползуне, получающем движение от распределительного вала. Система смазывания и охлаждения - централизованная, от насосной станции. Механизмы отрезки, выталкива- ния из матриц, переноса заготовок оснащены предохранительными устройствами, отключающими автомат при выходе из строя того или иного механизма. Автомат можно встраивать в автоматическую линию, состоящую из двух холодновысадочных автоматов этой модели, одного резьбонакатного автомата, двух разматывателей, двух цепных скребковых конвейеров, соединяющих холодновысадочные автоматы с резь-бонакатным. Техническая характеристика автомата Размеры стержня детали, мм: диаметр....... 8-10 длина........ 12-60 Размеры заготовки, мм: диаметр....... до 10 длина........ 80 Длина стержня, выталкиваемого из матриц, на позициях, мм: I......... 12-80 II......... 12-60 П1......... 12-60 Ход выталкивателей из пуансонов на позициях /, , /, мм .... 0-15 Ход ползуна, мм . . . 110 Производительность, шт/мин........ 90 Сила высадки, кН . . . 800 Суммарная мощность электродвигателей, кВт 15,5 Габариты автомата, мм 3420Х 1970Х Х1700 Масса автомата, кг . . 9725 На рис. 49 представлен технологический процесс штамповки и накатки резьбы при изготовлении болтов М10- 6gx35 с фланцем. Отрезанная заготовка диаметром 12,85 мм, длиной 32,5 мм переносится на позицию /, где осуществляется прямое выдавливание стержня до диаметра 9,7 мм; на позиции происходит предварительная высадка шестигранной головки с фланцем с одновременным образованием углубления в головке и фаски на конце стержня; окончательная высадка головки с фланцем и фаской, а также редуцирование стержня под накатку резьбы завершаются на позиции /, Полуфабрикат болта с подголовком диаметром 10 мм передается на резьбонакатный автомат для накатки резьбы (позиция IV) на длине 26 мм. При формообразовании граненой головки с фланцем образование углубления на ее торце способствует лучшему заполнению рабочих полостей пуансона. Изготовление болтов данного типоразмера осуществляется на созданной заводом автоматической линии Л120 (рис. 50), которая предназначена для 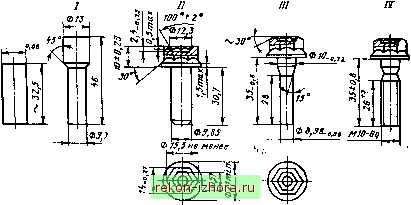 Рис. 49. Техиологический процесс штамповки и иакатки резьбы при изготовлении болтов М10-6gx35 с фланцем на автоматической линии Л120 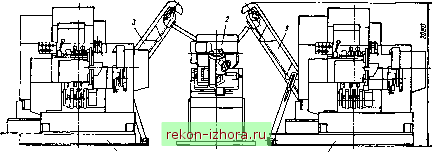 Рис. 50. Автоматическая линия Л120 для изготовления болтов М8-М10 с фланцем изготовления методом холодной деформации болтов М8-М10 с фланцем, болтов до Ml2 с обрезной головкой, болтов до М14 со штампованной головкой из калиброванной стали в бунтах, класса точности 4 по ГОСТ 7417-75, марок Юкп, 20кп, 35 по ГОСТ 10702-78 в отложенном состоянии. Автоматическая линия состоит из двух холодновысадочных трех-позиционных автоматов / мод. 13ВОА-14Ф, одного резьбонакатиого автомата 2 мод. АР-12Ф, двух разма-тывателей, двух цепных скребковых конвейеров 3, соединяющих холодно-высадочные автоматы с резьбонакатным. Техническая характеристика трехпозициоиного холодновысадочного автомата мод. 13ВОА-14Ф Размеры стержня детали, мм: диаметр..... длина ...... Размеры заготовки, мм: диаметр ..... длина ...... Пр оизводительность, шт/мин ...... Ход высадочного ползуна, мм...... Число позиций, шт. Ход выталкивателя из пуаисона, мм . . Усилие высадки, кН Суммарная мощность электродвигателей, кВт ....... 12-14 30-60 12-14 30-90 140 3 22 1 200 22,55 Габариты автомата, miv- ....... 3 550Х 1 930Х XI 920 Масса автомата, кг 12 000 Автомат данной модели по схеме и конструкции аналогичен автомату 13ВОА-8Ф. Механизм выталкивания из матриц отличается от известных конструкций тем, что он обеспечивает надежное и почти безударное выталкивание заготовок на позициях 1 и II на величину 30-150 мм, а на позиции / - на 30-70 мм (см. рис. 48). Техническая характеристика резьбонакатиого автомата Автомат одношпиндель-ный системы ролик- сегмент Максимальная длина стержня накатываемых деталей, мм...... 75 Максимальная длина накатываемой резьбы, мм 45 Диаметр накатываемой резьбы ........М10-М14 Частота вращения шпинделя, об/мин ..... 98 Производительность автомата, шт/мин: при однозаходном кулачке ........ 98 при двухзаходном кулачке ........ 196 Суммарная мощность электродвигателей, кВт 9,05 Габариты автомата, мм 1850Х880Х X 1670 Масса автомата, кг , , 1800 Техническая характеристика цепного скребкового конвейера Размеры транспортируемых деталей, мм: длина........ 75 (макси мальная) диаметр ....... 30 (максц мальный) Скорость движения цепи, м/мин....... 13,5 Передаточное отношение привода ..... 40 Мощность электродвигателя, кВт...... 0,37 Масса конвейера, кг . . 210 Техническая характеристика автоматической линии Л120 Размеры стержня детали, мм: длина...... 30-60 диаметр: при изготовлении болтов с фланцем 10 при изготовлении болтов с обрезной головкой 12 при изготовлении болтов со штампованной головкой .... 14 длина резьбы (максимальная) .... 45 Производительность, шт/мин ...... 174 Суммарная мощность электродвигателей, кВт ..... 54,58 I It Габариты линии, мм Масса, кг..... 6600Х5800Х Х2080 27500 Изготовление полуфабрикатов гаек М8 с фланцем осуществляется иа пятипозиционном гайкоштамповочном автомате 15ВАГ-8Ф. Технологический процесс штамповки показан на рис. 51. Отрезанная заготовка диаметром 10,8 мм, высотой 9,7 мм переносится на позицию /, на которой осуществ-ляетси осадка с выравниванием и калибровкой торцов, а также коническая наметка диаметром 8,5 мм и закругление кромок; на позиции происходит выдавливание углубления иа на верхнем торце и образование фаски на нижнем; предварительное формообразование шестигранника и фланца диаметром 13,5 мм с дальнейшим выдавливанием верхней и нижней выемок выполняется на позиции /; окончательное формообразование шестигранника и фланца и пробивка отверстия диаметром 6,95 мм проводятси соответственно на позициях /V и V. Холодноштамповочный гаечный автомат этой модели предназначен для изготовления полуфабрикатов гаек Мб-М8 с фланцем и обычных шестигранных гаек до М8 из калиброванной стали в бунтах, класса точности 4, марок Юкп, 20кп по ГОСТ 10702-78 в отожженном состоянии. На коленчатом валу смонтированы сцепляемая пневматическая фрикционная муфта и гидравлический тормоз. 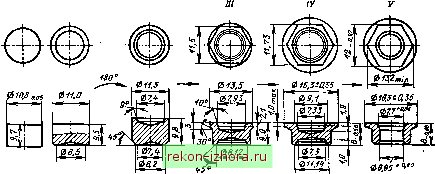 Рис. Ы. Технологический процесс штамповки полуфабрикатов гаек М8 с фланцем на пя типозиционном гайкоштамповочном автомате 15ВАГ-8Ф Для наладки автомата применяется микропривод, позволяющий работать при малых числах ходов штамповочного ползуна в минуту. Движение от электродвигателя микропривода передается через двухступенчатый цилиндрический редуктор и электромагнитную муфту на ротор основного электродвигателя автомата. На коленчатом валу слева смонтирован кулак привода механизма выталкивания заготовок из матриц, справа - планшайба привода механизма отрезки. Распределительный вал, получающий движение от коленчатого вала, посредством цилиндрической зубчатой передачи приводит в движение механизм подачи материала и систему переноса заготовок. Механизм подачи выполнен с двумя парами подающих роликов. Нижние приводные ролики получают движение от автоматической обгонной муфты, отключающейся посредством пневмоцилиндра. Верхние ролики зажимают подаваемый металл такле с помощью пневмоцилиндров. Управление работой автомата осуществляется с пульта через пиевмораспределители. Ножевой шток механизма отрезки совершает прямолинейное возвратно-поступательное движение. Система переноса предназначена для транспортирования заготовок на позициях с кантовкой их на 180° или без таковой на любой позиции штамповки. На передней части ползуна смонтированы пуансонодержатели с пуансонами; устройства для выталкивания заготовок нз пуансонов применены на всех позициях с возможностью отключения любого выталкивающего устройства. В матричном блоке ус1ановлены отрезная втулка и пять матриц. Предусмотрена возможность удаления отходов после пробивки отверстия в отштампованной гайке через ползун на лоток-склиз с раздельными потоками готовых полуфабрикатов гаек и отходов (выдры). Механизмы отрезки, выталкивания из матриц и пуансонов, переноса ваготовок оснащены предохранительным устройством, отключающим автомат при его перегрузке. Автомат имеет централизованную обращаемую систему жидкой смазки и охлаждения. Данная модель является представителем гаммы гаечных холодноштамповочных автоматов,проектируемых и изготовляемых заводом Красная Этна . Техническая характеристика автомата мод. 15ВАГ-8Ф Диаметр резьбы гайки.
Технологические переходы, процесс и размеры рабочих полостей иистру-меита при высадке и штамповке крепежных деталей иа Одесском заводе Стаиконормаль . Холодная высадка винтов с различными формами головок производится в основном на однопо-зиционных двухударных автоматах с цельной матрицей. На рис. 52 показаны технологические процессы холодной высадки винтов с цилиндрической (для дальнейшей обрезки под квадратную) и конической (ГОСТ 1476-75) головками (табл. 25 и 26). Переходы штамповки при изготовлении полуфабрикатов болтов на че-тырехпозиционных холодновысадочных автоматах приведены на рис. 53 и 54. Процесс штамповки (см. рис. 53) осуществляется с двойным редуцированием на позициях / и . На позициях / и IV проводится высадка головки и обрезка по требуемому контуру. Материал штампуемой заготовки - сталь Юкп. Для вставок матриц применен твердый сплав ВК20. Шероховатость рабочей поверхности матрицы Ra = 0,32 мкм. Пуансоны изготовлены из стали У8А (HRCg 54-58). Шероховатость рабочей поверхности Ra = 1,25 мкм. Размеры рабочих частей инструмента четырехпозицион- 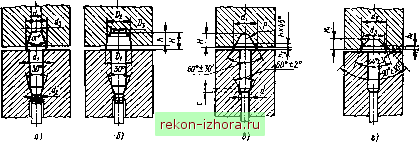 Рис. 52. Технологические процессы холодной двухударной однопозиционной высадки винтов с цилиндрической и конической головками: а и в - первые (предварительные) переходы; б и г - вторые (окончательные) переходы высадки 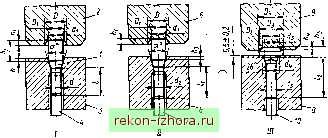 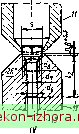 Рис. 53. Переходы штамповки и рабочие части инструмента при изготовлении полуфабрикатов болтов с применением двойного редуцирования на четырехпозициоиных холодновысадочных автоматах: 1 - заготовка; 2, 5, S - пуансоны; 3, 6,9 н 12 - матрицы; 4, 7, 10, 13 - выталкиватели; - подвижная матрица для обрезки 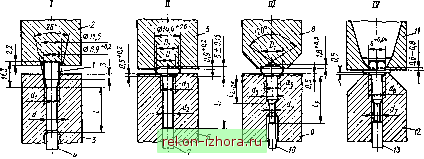 Рис. 54. Переходы штамповки и рабочие части инструмента при четырехпозициониой высадке болтов М8 с формообразованием большой фаски на конце стержня: 1 - заготовка; 2,5,8 - пуансоны; 3, 6, 9, 12 - матрицы; 4, 7, 10, 13 - выталкиватели; - подвижная матрица для обрезки
|
|||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |