

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Холодная и полугорячая объемная штамповка 9. Режимы точения пластифицированных заготовок
Сверлить стедует с двух сторон: сначала с одной стороны на /4 глубины отверстия, затем с другой стороны насквозь. Во избежание скалывания и выкрашивания окончательные размеры отверстий в пластифицированных заготовках получают с помощью расточного резца или рассверливания за несколько ходов. После обработки резанием изделия передают на спекание. Прессование в металлических пресс-формах обычно применяют при изготовлении изделий типа цилиндров и втулок диаметром до 160 мм и высотой не более 60 мм, а типа пластин - сечением 160х 60 мм и длиной до 220 мм (размеры изделий указаны в сыром виде). Это объясняется ограничениями, обусловленными габаритными размерами столов и плунжеров прессов и потребными силами прессования. Для изготовления твердосплавных изделий более крупных размеров используют метод горячего прессования. Сущность метода горячего прессования заключается в совмещении процессов прессования и спекания, которые осуществляются в графитовых пресс-формах. После выполнения процесса горячего прессования получают окончательно спеченные изделия. Обычно температура горячего прессования составляет (0,5ч-0,8) Гпл основного компонента. Этим методом можно получать почти беспористые изделия. Твердосплавные изделия, изготовленные этим методом, имеют значительно больший поверхностный дефектный слой (до 10-15 мм), чем изделия, изготовленные холодным прессованием в металлических пресс-формах с последующим спеканием. Поэтому эти изделия требуют большего припуска на последующую обработку. Конструктивные особенности твердосплавного инструмента. При решении вопроса о целесообразности армирования инструмента при холодной объемной штамповке твердым сплавом следует учитывать его себестоимость, стойкость, износ и программу изготовляемых деталей. Применение твердосплавного инструмента будет экономически выгодным в случаях, когда износостойкость имеет первостепенное значение. При разработке конструкций твердосплавного инструмента для холодной объемной штамповки его прочность и стойкость обеспечиваются строгим соблюдением следующих условий: 1) все растягивающие и изгибающие нагрузки на инструменте должны быть сведены к минимуму, 2) не допускаются большие перепады в площадях поперечных сечений твер-досплаг#1ЫХ элементов, резкие переходы и вырезы, грубые следы обработки (высота микронеровностей рабочих поверхностей инструмента не ниже Ra - = 0,63 мкм); 3) матрицы и пуансоны проектируют и изготовляют по принципу составных цилиндров, т. е. в виде твердосплавной вставки, запрессованной в одну или несколько обойм из высокопрочных сталей; диаметр стальных обойм D - (5-ь8) d, наружный диаметр твердосплавной вставки dj = (24) d, где d - диаметр внутреннего рабочего ручья матрицы; 4) натяг б при запрессовке (разность между наружным диаметром твердосплавной вставки и внутренним диаметром обоймы) определяется в % от наружного диаметра di твердосплавной вставки и при штамповке сталей в зависимости от вида обработки составляет: б = 1,5 % di - матрицы для холодного выдавливания и высадки; б = (С),6-0,8) % d - вы- садочные пуансоны, отрезные ножи и матрицы; 6= 1,0% di - для редуцирующих матриц; 5) если система твердосплавная вставка - стальная обойма спроектирована и изготовлена с учетом свойств и особенностей их материалов, допустимая нагрузка в рабочих ручьях твердосплавных матриц может достигать следующих величин: рах < 1500 МПа - для матриц с одной обоймой; Ртах 2000 МПа - для матриц с двумя обоймами; рах < 2500 МПа - для матриц с двумя обоймами и осевым сжатием вставки Отрезной инструмент. Отрезка за готовок на холодновысадочных автома тах проводится открытым ножом с при держивающим крючком или втулкой Конструкции твердосплавного инстру мента для отрезки заготовок представлены в табл. 10. Твердосплавные вставки матриц и втулочных ножей крепятся в обоймах из сталей ЗОХГСА и 35ХГСА, термо-обработанных до HRCg 39-43 посредством закалки. Запрессовка вставок в обоймы по коническим поверхностям предпочтительнее холодная или полугорячая при температуре 200- 250 °С. Угол конуса поверхностей запрессовки 3°; натяг 6 = (0,6-0,8) % dj. Твердосплавные вставки плоских ножей припаивают к державкам из тех же сталей. Твердость державок после напайки твердосплавных вставок должна быть не менее HRC 41-46. Форма, размеры и марки твердых сплавов для оснащения отрезного инструмента выбирают по ГОСТ 10284-84 и ГОСТ 11378-75. Инструмент для предварительной и окончательной высадки головок на стержневых деталях. На внутренний ручей высадочных матриц действуют ударно-циклические нагрузки высокой интенсивности. Для уменьшения действия растягивающих динамических нагрузок на твердосплавную вставку применяют предварительное обжатие вставок посредством запрессовки их в стальную обойму с большим натягом. Конструктивное выполнение высадочных матриц отличается многообразием в зависимости от габаритов и форм деталей, материала, оборудования. Схематические типовые конструкции 10. Отрезной инструмент холодновысадочных автоматов с твердосплавными вставками Инструмент
Твердосплавные вставки /, запрессованные в отрезную матрицу 2 и в ножевой шток 3  Отрезная матрица / с запрессованной твердосплавной втулкой 2 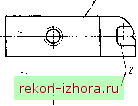 Y A tmm Отрезной нож / с твердосплавной вставкой 2 И. Матрицы с твердосплавными вставками для высадки стержневых деталей Инструмент
Матрица с одной твердосплавной вставкой для высалки стержневых деталей диаметром 0,8- 6 мм  Матрица / с конической твердосплавной вставкой 2 для высадки и редуцирования  Матрица с промежуточной обоймой / и конической твердосплавной вставкой 2 Продолжение табл. 11 Инструмент 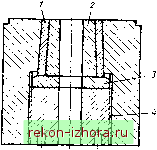 Составная матрица с промежуточной обоймой /, конической твердосплавной вставкой 2, опорой 5 н гайкой 4 высадочных матриц приведены в табл. И. Матрица с одной твердосплавной вставкой применяется при высадке с низкими ударными нагрузками. Подобные нагрузки развиваются при высадке стержневых деталей из цветных металлов и низкоуглеродистых сталей с диаметром стержня d = = (0,8ч-6)мм. Твердосплавная вставка запрессована в обойму. Сопрягаемые поверхности обоймы и вставки цилиндрические. Обоймы изготовляют из сталей ЗОХГСА, 35ХГСА (ГОСТ 4543-70), термообработаниых до HRCg 46-49. Для армирования применяют твердые сплавы ВК15, ВКЮ-КС. Форма и размеры вставок по ГОСТ 10284-84. Матрицы с конической вставкой используют при высадке стержневых крепежных деталей из углеродистых сталей диаметром d = (6-н16) мм а условиях ударно-циклических нагрузок средней интенсивности. Вставка в виде усеченного конуса из материалов ВК20, ВК20-КС запрессовывается в обойму а холодном состоянии. Форма и размеры вставок по ГОСТ 10284-84. Увеличение диаметра стержня высаживаемых деталей из углеродистых и легированных сталей приводит к резкому возрастанию напряжений на рабочих поверхностях ручья инструмента. Для снижения нагрузок в рабочем ручье применяют двойное бандажиро-вание твердосплавных вставок. У матрицы с двойным бандажированием основную обойму в большинстве случаев изготовляют из сталей ЗОХГСА, 35ХГСА с твердостью HRC 39-43, промежуточную - из сталей У8Л, У10А с HRCg 51-53. Поверхности сопряжения обойм и вставок конические; угол конуса 3°. Матрицы собирают вхолодную или при температуре 200-250 °С. Сначала в основную обойму запрессовывают промежуточную, а затем твердосплавную вставку. Для армирования матриц используют твердые сплавы ВК20, ВК20-КС, ВК20К. При высадке деталей из высокопрочных легированных сталей и сплавов в особо тяжелых условиях динамического нагружения инструмента применяют предварительное обжатие твердосплавной вставки в радиальном и осевом направлениях. Для нажимной гайки применяют сталь 40Х твердостью HRC 46-49. Твердосплавные вставки изготовляют из сплавов ВК20-КС, ВК20К, а жесткую опору - из сплава ВК20. Запрессовка конической твердосплавной 14ставки осуществляется вхолодную с натягом б = 1,5 %. Твердосплавный инструмент для штамповки шариков. При штамповке 1иариков на автоматах твердыми сплавами оснащают ножи и отрезные ма-грицы, высадочные матрицы и пуансоны. Конструктивные и технологические параметры отрезных ножей и матриц аналогичны отрезным ножам и матрицам при холодной высадке стержневых деталей. При симметричной штамповке шариков конструкции Пуансонов и матриц одинаковы (рис. 38). Твердосплавные вставки матриц и пуансонов изготовляют из сплавов ВКЮ-КС и ВК20-КС, а обоймы - нз сталей ЗОХГСА, 35ХГСА, термообработаниых до HRCg 41-46. Запрессовка осуществляется вхолодную на конус 3°, с натягом 1,5 % (от наружного диаметра твердосплавной вставки).  Рис. 38. Твердосплавная матрица для высадки шариков: ; - стальная обойма; 2 - твердосплавная Твердосплавный инструмент для высадки гвоздей. При высадке гвоздей твердым сплавом армируют зажимные плашки, высадочные пуансоны и ножи для заострения и отрезки. Гвоздильный инструмент, оснащенный твердым сплавом, представлен в табл. 12. Корпус гвоздильного инструмента изготовляют из стали ЗОХГСА. Крепление твердосплавных вставок к стальным корпусам осуществляется напайкой. Твердость корпусов после напайки HRCa 36-39. Твердосплавный инструмент для холодного выдавливания. Технологический процесс изготовления деталей методом холодного выдавливания, как правило, многопереходный, включающий различные сочетания штамповочных операций: прямое и обратное выдавливание, осадку, прошивку, редуцирование и т. д. Твердосплавными вставками оснащают матрицы для осадки, калибровки, прямого и обратного выдавливания, редуцирования. Твердосплавные матрицы для холодного выдавливания аналогичны холодновысадочным матрицам. Конструктивно их выполняют по принципу составных цилиндров. Материал обойм - стали ЗОХГСА, 35ХГСА твердостью HRC 39-43. Твердосплавные вставки изготовляют из сплава ВК20-КС. Крепление твердосплавных вставок матриц осуществляется запрессовкой вхолодную на конус 3°. Натяг под запрессовку принимают 1,5 % от наружного диаметра твердосплавной вставки. Пуансоны, 12. Инструмент гвоздильного автомата, оснащенный твердосплавными вставками Инструмент 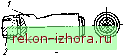 Пуаисон / оснащен твердосплавной вставкой 2 Трапецеидальная зажимная матрица 1 с твердосплавной вставкой 2 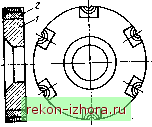 Круглая зажимная матрица / с Запрессованными твердосплавными вставками 2  Нож 1 для отрезки заготовки и Заострения гвоздя с припаянной рабочей частью 2 как правило, изготовляют цельно-твердосплавными из сплава ВК10-КС. Матрицы для холодного выдавливания могут иметь различную конфигурацию в соответствии с конструктивными и производственными требованиями. Некоторые варианты конструкций матриц приведены в табл. 13 и 14. Матрица для выдавливания тонкостенных колпачков из алюминия, олова или других металлов с низким пределом текучести имеет верхнюю часть, в которую запрессована твердосплавная вставка, и нижнюю часть. Матрица с одной вставкой и составная матрица используются при обратном выдавливании, если требуется получить с наружной стороны дниша прямой угол или очень малый радиус. Матрица с двумя обоймами предпочтительнее, когда силы выдавливания велики или когда наружный радиус днища колпачка сравнительно большой. Матрица с одной твердосплавной вставкой (см. табл. 14) применяется в случаях, когда сила выдавливания не слишком велика (деформация е<! <3 3). Матрицы с двумя твердосплавными вставками обычно используются при деформации е > 3, при выдавливании деталей с углом деформирующего конуса 2а > 90°. Составная матрица применяется в случаях, когда предполагаются исключительно высокие силы выдавливания вследствие большой деформации или высокого предела текучести заготовки. Конструкция матрицы требует надлежащего устройства матрицедержателя для сильного сжатия верхней и нижней половины матрицы. Пуансоны для прямого выдавливания сплошных или трубчатых профилей обычно работают при давлении 1600-2000 МПа. Совершенно другие условия при обратном выдавливании. Стойкость пуансонов, изготовленных из твердого сплава ВК10-КС, в 30 раз выше, чем стальных. Твердосплавной пуансон для обратного выдавливания показан на рис. 39. Плавные переходы в поперечном сечении, малые различия в диаметрах и малая высота способствуют тому, что при внезапном приложении нагрузки пуансон может выдерживать достаточно высокую работоспособность, так 13. Твердосплавные матрицы для обратного выдавливания Продолжение табл. 13 Назначение матрицы и ее конструкция 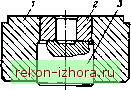 Для выдавливания деталей типа колпачок . Стальная обойма /, твердосплавная вставка 2\ опора 3  Матрица 1 с одной твердосплавной вставкой 2 для выдавливания простых цилиндрических деталей; выталкиватель 3  Составная матрица 1 с двумя твердосплавными вставками - верхней 2 и нижней 5; выталкиватель 4 Назначение матрицы и ее конструкция 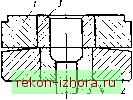 Матрица с двумя обоймами 1 к 2 и двумя вставками 3 к 4 для тяжелых условий выдавливания; выталкиватель 5 14. Матрицы с твердосплавными вставками для обратного выдавливания Назначение инструмента н его конструкция  Матрица с одной твердосплавной вставкой для выдавливания с деформацией е < 3 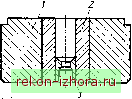 Матрица / с двумя твердосплавными вставками 2 и 5
|
||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |