

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Холодная и полугорячая объемная штамповка 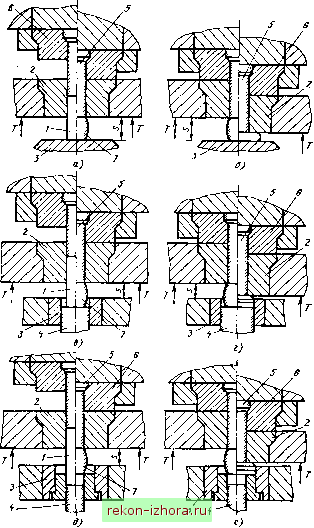 Рис. 29. Схемы осадки и высадки в штампе с плавающим контейнером: в, б 1- осадки плоскими плитами; в, г осадки в матрице; д, е высадки в матрице 3. ПРОГНОЗИРОВАНИЕ РАЗРУШЕНИЯ МЕТАЛЛА ПРИ ХОЛОДНОЙ ВЫСАДКЕ Для прогнозирования разрушения мгталла при холодном пластическом деформировании необходимо иметь критерий, устанавливающий взаимосвязь степени использования запаса пластичности Т с зависимостью 8=8 (К) изменения показателей напряженко-деформированного состояния в области вероятного разрушения деформируемого тела и зависимостью пластичности деформируемого металла Ер от показателя К = dnla (Сто = (Ji 4- 2 -Ь Ста; а - интенсивность напряжений; Е - интенсивность деформации). Из существующих критериев разрушения в расчетной практике широко применяется зависимость, предложен- ная В. Л. Колмогоровым и А. А. Бо-гатовым: (A i/epf* = 1. где п - число этапов деформирования; - коэффициент, зависящий от материала. Если зависимости вр = Вр (К) и 8=8 (К) представлены в виде графиков, то удобно использовать графический метод, основанный на гипотезе суммирования повреждений и предположении о линейном законе накопления повреждений. Метод реализуют следующим образом. Зависимость е = 8 (К) (рис. 30, кривая 2) заменяется эквивалентной последовательностью деформирований при К = const, т. е. при Ki, ..... Кп материальная частица деформн- 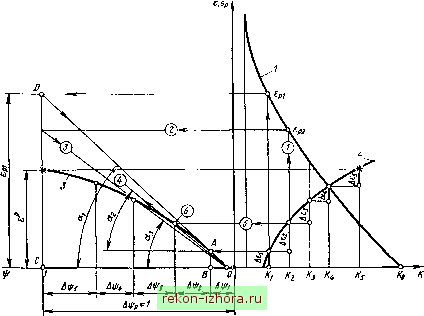 Рис, 30, Графический способ определения разрушающей деформации £рЗ 1 - диаграмма пластичности; 2 - программа нагружения 8 = Е {К}, 3 искомая зависимость Ч = Ч(е) - результат графического построения руемого тела получает приращения интенсивности деформаций соответственно ДЕ(, Aej, Де (см. правую часть рис. 30). Из Ki восставляем перпендикуляр. Точка его пересечения с диаграммой пластичности бр = = бр (К) определяет пластичность материала Epi, соответствующую деформированию металла при К ~ Ki - = const. В предположении линейного закона накопления повреждений при таком деформировании, интенсивность использования запаса пластичности будет определяться значениями угла aj (см. левую часть рис. 30), а ее приращение определится как абсцисса точки А пересечения линии 0D и линии, проведенной параллельно оси V из точки пересечения перпендикуляра /Ci8pj с кривой 2. Из треугольника АОВ АЧ = - 3 треугольника OCD следует tg tti = CD I ОС = Spi, откуда АЛ>1--~, т.е. приходим к из- вестному выражению степени использования запаса пластичности, что подтверждает правильность графического построения. Для второго этапа нагружения воспроизводим аналогичную процедуру 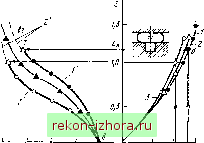 К 0,5 о -0,5 -1 Цг O.if 0,Siti/h, а) 1) Рис. 31. Зависимости г - ё {К) (а) и £ =, =Е () * экваториального сечения бочки - при высадке для различных значений параметра ho/do: 1, Г - 1,5; 2, 2 - 1,2; 3, 3 - 1,0; Д - момент окончания формообразования го ловок болта в примере по прогнозированию раарушення построений. После определения интенсивности использования запаса пластичности, выражаемой углом aj, для второго этапа нагружения из точки А проводим линию под углом аз к оси Т. Абсцисса точки 6 пересечения этой линии с линией, проведенной параллельно оси f из точки пересечения перпендикуляра /СаСрг с программой нагружения, определяет приращение ATj, полученное материальной частицей на втором этапе. Последовательность построений для второго этапа проиллюстрирована на рис. 30 значками, где в кружке цифрой указан номер операции построения. Аналогичные построения воспроизводят для остальных участков деформирования. Через полученные точки проводится кривая S, которая выражает характер использования запаса пластичности W для рассматриваемых материала и программы нагружения. Ордината точки пересечения перпендикуляра, восставленного от оси Ч при значении ¥=1, и кривой 5 определяет значение разрушающей интенсивности деформации е . На кривых 2 и 3 момент разрушения показан значком * Зависимость в = 8 {К) следует определять в области наиболее вероятного разрушения деформируемого объема. Для осадки и высадки такой зоной является элемент свободного контура деформируемой части заготовки в области экваториального сечения бочки . Определение зависимости е = е (К) для высадки с достаточной точностью можно осуществить, используя экспериментально-аналитический метод Г. А. Смнрнова-Аляева. Рассчитанные по результатам измерения искаженной деформацией координатной сетки величины /( и 8 Для различных отношений hldo представлены па рис. 31, 6 и 32, б. Для установления связи между локальной интенсивностью деформации в зоне вероятного разрушения 6 и относительной деформацией высаживаемого объема необхо- димо располагать зависимостью е - - 8 (М/Ло), где ДЛ-разница между высотой fto высаживаемой части образца до высадки и высотой h ее после высадки. Состояние поверхности деформирующего инструмента и смазка были одинаковыми для всех образцов. Для различных вариантов высадки интенсивность деформации имеет слабую зависимость от отношения ft /rfo, а показатель К существенно зависим от этого параметра. Наиболее жесткие значения показателя К соответствуют отношению fto/o, близкому к единице. Однако это не позволяет сделать однозначного заключения о необходимости использования при высадке заготовок с большими отношениями fto/rfo- так как в последнем случае при более мягких схемах напряженного состояния при высадке головок одного и того же объема требуются большие деформации. Окончательный вывод об оптимальности того или иного процесса высадки можно сделать только после прогноза разрушения. Разрушение при высадке прогнозируется по следующему алгоритму. 1. Для рассматриваемой схемы высадки по соответствующим полученным на модельном, пластичном материале, диаграммам е = s {К), е = е (Ahlho) и рассчитанным значениям Aft/fto и hjdg определяют значения /( и Кк в начале и в конце деформирования, а также инт1 нсивность деформации е в элементе, расположенном в зоне наиболее вероятного разрушения. 2. Выбирают соответствующую деформируемому материалу диаграмму пластичности бр = Ер (К) (рис. 33). Если она отсутствует, то ее следует построить, подобрав методы испытаний, обеспечивающие соответствие значений /(н, /([(, Но для испытаний и анализируемого процесса. При этом интервал изменения показателя К в испытании должен перекрывать значения Кн и Кц. 3. Выбирают соответствующий критерий разрушения и рассчитывают степень использования запаса пластичности в анализируемом процессе, используя данные пунктов 1 и 2. Пример. Определить степень использования запаса пластичности W при холодной высадке головки болта по двум вариантам технологии. Исходные данные. Первый вариант: высота высаживаемой части заготовки й : - 19,2 мы; диаметр 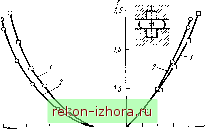 К 0,5 о -0,5 -1 а а,г o,i о,е ih/hn о) }) Рис. 32. Зависимости Е = Е (/С) (в) и Е = = £ (-- () к зоне экваториального сечения бочки при высадке для различных значений параметра ~ : 1,5; 2 заготовки йщ - 12,02 мм; hajdoi = 1,5. Второй вариант: ког =- 14,ЬЬ мм; йог = = 14,65 мм; Лог/йог = : конечная высота высаженной головкн Л, = ft, = 5 мм (рис. 3-1). ДЛ, 19,2 -5 Относительная oc<i.ii;<-a v- - -, - 01 19,2 = 0,7-1 для первого BapiiFiia высадки; -ff -5 = 0.С2 для второго Л 2 14,65 варианта высадки. На диаграмме с = е (Aft/fto) и е = 8 (К) (си. рис. 31), соответствующей схеме деформирования - высадка, восставляем перпендикуляр из значения Aft/fto - 0,74. Из точки его пересечения д с кривой 1 для значения ho/do - \,5 проводим линию, параллельную осн абсцисс, до ее пересечения с кривой определенной Для значения ho/do = 1,5. Отрезок кривой / (выделен на рис. 31, о толстой линией) между Е = О и значением Е, соответствующим точке пересечения г, будет
2,0К Рис. 33. Диаграммы пластичности: / - армко-железо; 2 - сталь СтЗ; 3 -. сталь 12ХНЗА; 4 - сталь 20; 5 - сталь 35 h,=h, 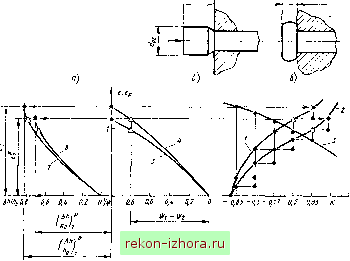 Рис. 34. Степень использования пластичности при высадке головок болта; 1,2 - программы нагружения в экваториальной зоне поверхности бочки высаживаемой головки болта для = 1,5 н 1,0 соответственно; 3 - диаграмма пластичности стали 35; 4, 5 - зависимости степени использования запаса пластичности W от 8- 6, 7 - зависимости Е = е ) для h /d =l,5 и 1,0 соответственно; момент разрушснияд - конец формообразования головок болта; О, - экспериментальные зиачетя - в момент разрушения при высадке при = 1,5 и 1,0 соответственно; а - первый вариант высадки; б - второй вариант высадки; в - головка болта после высадки по обоим варианта.м -характеризовать зависимость е = е (К) для зоны вероятного разрушения при высадке головки болта с fto/o = 1,5 и относительной деформацией ДЛ ; = 0,7-1. Аналогично, соответствующую зависимость получим и для второго варианта высадки 1по кривой 3 (рис. 31, а) выделена толстой линией]. Эти зависимости представлены иа рис. 34 кривыми / и г. По рис. 33 выбирают диаграмму пластичности для стали За (кривая .5). Так как исходная информация в рассматриваемом случае графическая, то использовать графический метод более целесообразно. По этой методике построены зависимости F, = Ч\ X X (С),; = ЧГг (Е)2 (кривые 4 н 5), нз которых следует, что степени использования запаса пластичности в момент завершения формообразования головки болта Для обоих технологических процессов одинаковы и составляют Vi - ЧГ2 - 0,8. Неблагоприятная схема напряженного состояния для второго варианта высадки Полностью компенсируется меньшей осадкой, необходимой для обеспечения деформации заготовки до заданной высоты. Продолжая построения, можно осуществить прогноз разрушения для обоих вариантов. Иа кривых 1 - 7 момент разрушения обозначен *, а разрушающие интеисивиости деформации сдвига обозначены £Р, еР. Практически более удобно прогнозировать разрушение через критическую -j) С этой целью для перехода от рассчитанных разрушающих иц-тенсивностей деформаций еР и е.Р к разрушающим осадкам (~Y и (-\ использованы зависимости 8 = е ( F ) (кривые 6, 7 на рис. 34) для соответствующих значений ho!d . Разрушающая осадка для первого варианта высадки оказалась больше, чем для второго f (-= = 0,82 > 0,7 = ()Р]. Известные критерии деформируемости позволяют предсказать момент разрушения. Наряду с этим важно знать, в какой мере следует использовать запас пластичности деформируемого металла, чтобы в сочетании с последующей термической обработкой обеспечить в изделии высокие эксплуатационные свойства. В проведенных Г. А. Навроцким и В. Г. Шибаковым исследованиях установлен оптимальный интервал степени использования запаса пластичности. Для сталей 38ХГН, 38ХМ и 40ХН2МА наилучшее сочетание характеристик прочности и пластичности достигается в случае, если Степень использования запаса пластичности при холодной деформации, предшествующей термической обработке, составляла Т = 0,5-ьО,7. Для значений Ч > 0,8 наблюдается резкое ухудшение указанных свойств. Это явление необходимо учитывать при расчете технологических переходов холодной объемной штамповки, ограничивая степень использования запаса пластичности, особенно в наиболее нагруженных при эксплуатации сечениях изделия, значениями <0,7. Таким образом, при наличии сведений о диаграмме пластичности обрабатываемого материала, программе нагружения в области вероятного разрушения на стадии разработки технологического процесса можно определить степень использования запаса пластичности деформируемого металла, момент и вид разрушения. При известной зависимости между степенью Использования запаса пластичности и свойствами металла может быть предсказана его эксплуатационная надежность. Из альтернативных вариантов технологического процесса штамповки можно выбрать оптимальный, обеспечивающий высокие эксплуатационные характеристики изготовляемой детали. 4. ЖИДКИЕ ТЕХНОЛОГИЧЕСКИЕ СМАЗКИ ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ И ВЫСАДКИ НА АВТОМАТАХ Для холодной объемной штамповки н высадки стальных деталей на автоматах наиболее эффективно и часто применяется фосфатирование с последующим омыливанием. Однако фосфатирование имеет следующие недостатки: а) сложность и токсичность процессов фосфатирования; б) загрязнение рабочих полостей штампа остатками смазочного материала; в) при изготовлении деталей на- холодновысадочных автоматах из фосфатироми* ного металла в мотках торец заготовки после отрезки оказывается без фосфа-тированного слоя (технологической смазкн), и поэтому операции обратного выдавливания невыполнимы; г) невозможность фосфатирования заготовок из легированиыс сталей и сплавов; д) необходимость использования больших площадей под оборудование для фосфатирования. Замена фосфатных покрытий жидкими технологическими смазками является актуальной задачей, поскольку это позволит заметно улучшить условия труда, упростить технологический процесс высадки деталей из сталей, повысить производительность труда, расширить технологические возможности процессов холодной высадки на автоматах. Попытки замены фосфатных покрытий различными жидкими маслами оказались безрезультатными. Маловязкие смазки без антифрикционных наполнителей не создают падежной разделительной пленки между контактирующими металлическими поверхностями, что приводит к росту давления при высадке, ухудшению качества поверхности, резкому снижению стойкости инструмента. Введение в состав смазок твердых антифрикционных наполнителей типа мела, графита, сульфида цинка, дисульфида молибдена, а также высоковязких компонентов, например воска, стеарина, вазелина, снижает технологичность процессов высадки. Твердые наполнители, скапливаясь в штампе, приводят к некоторому изменению геометрии ручья и засоряют систему подачи смазки. Вопрос замены антифрикционных фосфатных покрытий жидкими технологическими смазками без твердых наполнителей может быть решен при введении в жидкую основу противо-задирных, антифрикционных и про-тивоизносных присадок, значительно
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |