

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Холодная и полугорячая объемная штамповка Продолжение табл. 20 Наименование и материал детали Операция Корпус гидравлического сосуда, низколегированная высококачественная сталь (рис. 67, а) Отрезка и осадка заготовок на холодновысадочном автомате, либо отрезка в штампе с последующей осадкой на прессе (рис. 67, б) Отжиг заготовок Травление Нагрев Полугорячее обратное выдавливание (рис. 67, в) Отжиг заготовок Травление Полугорячее прямое выдавливание (рис. 67, г) Технологическая характеристика операций 850 °С; 1 Ч 650-700 °С р = 1 2004-1 300 МПа 850°С; 1 ч При штамповке гаек крепления колеса (рис. 53, а и б), форма которых сочетает многогранник со сферой, в первом переходе получается фасонная заготовка, сочетающая цилиндр с двумя усеченными конусами - один для заполнения углов многогранника, другой - для оформления сферической части. Формовка заготовки высадкой позволяет использовать заготовку относительно большой длины, обеспечивающей возможность реза в штампе. При штамповке гайки крепления заднего колеса (рис. 53, а) использование фасонной заготовки обеспечивает необходимое заполнение углов миого- р,/гИ 3S00 3000 2500 ZC00 IbOO 1000 500 р,кН 7000 6000 5000 WOO 3000 2000 1000 р,кН 10000 8000 6000 2000 0,025 S,M 0,025 0,05 s,r-i 0,05 s,M Рис. 49. Графики сил при холодной объемной штамповке шаровых пальцев большегрузны;: автомобилей (см. рнс. 17): S - ход пуансона Рис. 50. Переходы при холодной объемной штамповке шарового пальца с диаметром головки 75 мм (см. рис. 17, в и 49, в, табл. 19) 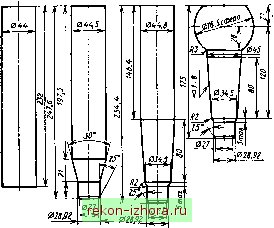 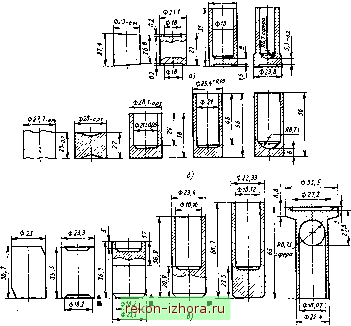 Рис, 51. Переходы штамповки корпусов толкателя клапана (см. табл. 20); А - отжиг; фосфатирование 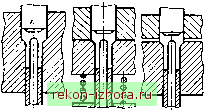 °) />) ю Рис. 52. Схемы фасонирования диа полости и высадки фланца корпуса толкателя клапана (см. рис. 51, в): а - высадка -f- прямое выдавливание в матрице; Ь - поперечное вь[давлйванне в плавающей матрице; в - высадка в пуансоне -f- прямое выдавливание в матрице гранника. Кантовка поковки при передаче со второй на третью позицию позволяет оформить сферу и плоский торец при сокращении давления на 25-30 %, по сравнению с калибровкой без кантовки. Гайка крепления переднего колеса (рис. 53, б) имеет полость относительно малого диаметра, и использование фасонной заготовки не обеспечивает заполнение углов многогранника. Поэтому применяется последовательная штамповка в многогранных матрицах. Согласно технологии формоизменения, показанной на рис. 53, в, в первом переходе осуществляется калибровка заготовки с образованием на- 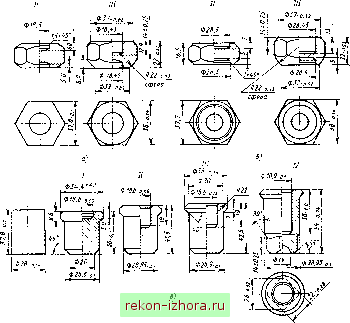 Рис. 53. Переходы при штамповке гаек сложной формы /-V - номера переходов метки и набором металла во фланец. Образование наметки создает благоприятные условия для дальнейшего обратного выдавливания за счет сокращения эксцентриситета приложения нагрузки на пуансон. Предварительный набор металла для образования фланца позволяет на 5- 7 мм уменьшить длину пуансона для обратного выдавливания, что практически уменьшает отношение lid с 2,6- 2,7 до 2,1-2,2. Во втором переходе обратным выдавливанием получается полость, равная по глубине примерно половине заданной. Это улучшает условия работы пуансона для окончательного выдавливания и упрощает требования к нагрузочной кривой оборудования. Для того чтобы при выдавливании во втором переходе не мог образоваться наплыв на наружной поверхности фланца, уровень установки нижнего пуансона во втором переходе ниже ( на 1 мм), чем в первом. В третьем переходе происходит калибровка фланца без образования заусенца. Размеры фланца, получаемого в первом переходе, обеспечивают выдавливание излишков металла в цилиндрическую полость матрицы, которая служит, таким образом, компенсатором. Образование фланца без заусенца в комбинированном процессе высадка -f- прямое выдавливание основано на соотношении сопротивления металла при выдавливании в заусенец и реактивных сил трения, препятствующих прямому выдавливанию металла в зазор между цилиндрической поверхностью полости матрицы и оправкой. Между нижним пуансоном (выталкивателем) и торцом заготовки в конечный момент штамповки в третьем переходе должен иметься некоторый зазор (яа 1-2 мм). В четвертом переходе комбинированным выдавливанием оформляется хвостовая часть детали н полость на полную заданную глубину. Во всех переходах на заготовке имеется цилиндрическая часть, обеспечивающая простоту конструкции и надежную работу устройств для переноса заготовки с позиции на позицию в многопозиционном штампе, наладка которого показана на рнс. 54. Детали коробчатой формы типа конденсаторных коробок, всевозможных экранов из алюминиевых сплавов с постоянной и переменной толщиной стенок по периметру коробки (рис. 55) можно получать обратным выдавливанием (см. табл. 20). Маршрутная технология штамповки заготовок приведена в табл. 20. Переходы штамповки показаны на рис. 56. Основными особенностями при обратном выдавливании таких деталей следует считать большую неравномерность течения металла в стенку коробок и низкую стойкость рабочего инструмента. На рис. 57, а представлена конструкция штампа для выдавливания, а йа рис. 57, бив показаны конструкция соответственно пуансона и составной матрицы, позволяющие исключить проворот заготовки в матрице при штамповке и повысить ее стойкость (при этом заготовка остается на пуансоне). На рис. 58 представлена конструкция штампа [А. с. 742026 (СССР)], позволяющая получать коробчатые детали с ровным верхним торцом и исключить операцию обрезки стенок по высоте. В верх, ней плите / штампа расположен узел крепления пуансона 2 с закрепленным в нем пуансоном 3. К плите t крепятся также упоры 5 и прижимное устройство, состоящее из направляющих 10, прижима и упругих элементов 13. На нижней плите 5 смонтированы неподвижный элемент матрицы 14, выталкиватель 16, механизмы подъема 9 стенок матрицы 4 и механизм возврата 15. Упоры 12 служат для регулирования времени действия прижима . Буфер П служит для смягчения удара во время возвращения стенок матрицы 4 в исходное положение. Направление верхней плиты осуществляется по колонкам 6 и втулкам 7. Штамп работает следующим образом. Плита / движется вниз до соприкосновения пуансона 3 и рабочей части прижима 11 о. заготовкой, установленной на матрицу 14. При достижении силы, необходимой для деформирования, металл заготовки начинает вытекать в зазор между пуансоном 3 и стенками матрицы 4. При этом под действием прижима , действующего на верхний торец за- 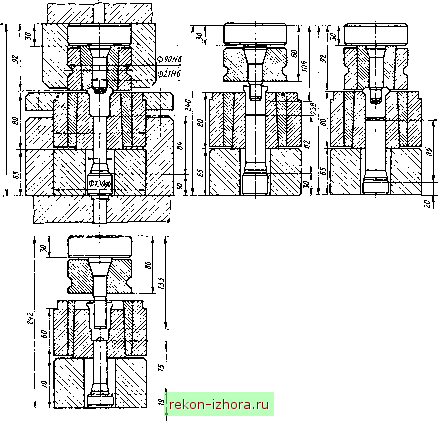 Рис. 54. Наладка четырехпозиционного штампа для штамповки колпачковой гайки (см. рис. 53, в)
 /фвготв. J>3 Рис. 56. Технологические переходы штамповки коробчатых деталей: а - вырубка заготовки; б - обратное выдавливание; в - обрезка стенок по высоте; Рис. 55. Коробчатая деталь типа экрана г - пробивка отверстий в дне 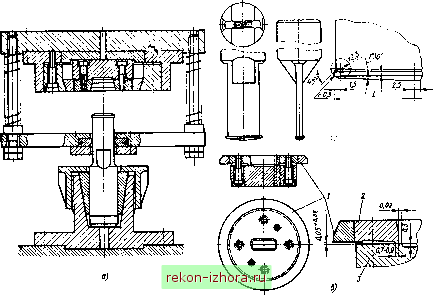 Рис. 57. Штамп и рабочий инструмент для выдавливания коробчатых деталей! а - схема штампа для выдавливания; б - конструкция пуансона; в - конструкция матрицы; / - бандаж; 2 - верхняя часть матрицы; 1 - нижняя часть матрицы 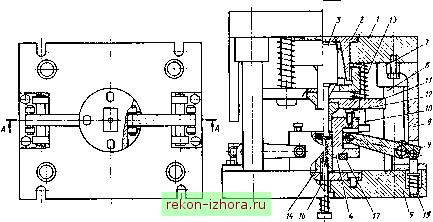 Рис. 58. Схема штампа для выдавливания с активными силами трения
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |