

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Холодная и полугорячая объемная штамповка 13. Механические и структурные характеристики сталей 40Х и 12ХНЗА, прошедших РТО по режимам 1 и 2
П р и ы е ч а н и я: /yfj, - микротвердосгь феррита; П, 7/п - соответственно перлит зернистый п пластинчатый; режимы РТО; 1 - оптныи-зированный; 2- обычно принятый; режим 1 для стали 40Х- нагрев до 960 °С, выдержка 6 ч, закалка и масле -- нагрев до 760 °С, выдержка 1 ч, охлаждение с печью до 680-700 °С, выдержка 1 ч, нагрев до 770- 780 °С, выдержка 1 ч, охлаждение с печью до 680-700 °С, выдержка 1 ч, охлаждение с печью до 300 °С, далее на воздухе; режим 2 для стали 40Х - нагрев до 760 °С, выдержка 1 ч, охлаждение с печью до 680 °С, выдержка 1 ч (пять циклов), охлаждение с печью до 300 °С, далее на воздухе; режим 1 для стали 12ХНЗА- нагрев до 1000 °С, выдержка 4 ч, охлаждение с печью до 800 °С, охлаждение со скоростью 30°С/ч до 500 °С, дальнейшее охлаждение с печью; режим 2 для стали 12ХНЗА- нагрев до 950 °С, выдержка 2 ч, охлаждение с печью до 640 °С, выдержка 2 ч, дальнейшее охлаждение с печью. стического характера пластичности, термомеханических и геометрических факторов, как подтверждено в работах [3, 5], определяются физической природой металла или сплава. Использование зависимостей сопротивления деформации и пластичности от размерно-морфологических параметров структуры наибольшее практическое значение имеет для низколегированных сталей, для которых достигаемое при оптимальной РТО повышение показателей технологической деформируемости позволяет применить для них методы холодной объемной штамповки. Такая задала решена применительно к сталям 40Х и 12ХНЗА. Структурные и механические характеристики сталей, прошед- ших РТО по различным режимам, приведены в табл. 13. При РТО стали 40Х число циклов отжига может быть уменьа1ено в зависимости от условий работы инструмента, например, при переходе от обратного выдавливания полости (наиболее тяжелые условия работы пуансона) к редуцированию или открытой высадке. Для стали 12ХНЗА при получении структуры зернистого перлита необходима выдери<ка в области нод-критических температур. Кривые упрочнения сталей 40Х и 12ХНЗА приведены на рис. 30, диа1-граммы пластичности - на рис. 31. Кривые упрочнения строили по результатам испытаний образцов на растяжение со ступенчатым приложением нагрузки. При построении кривых пластичности использовали методику испытания образцов под высоким гидростатическим давлением. Изменяя давление жидкости, в широких пределах варьировали показатель о/Т при Но = const, а при изменении схем испытаний при о/Т = const определяли влияние параметра Лу. Образцы испытывали на растяжение (Ро = -1) и кручение (Ло =0), так как эти испытания более полно отвечают требованию монотонности деформации. Кроме того, как показал анализ большинства операций холодной объемной штамповки, в областях наиболее вероятного разрушения величина (i находится в пределах от О до - 1. При высадке заготовок из сталей 38ХГНМ, 40ХНГА, 16ХСН рекомендуются следующие режимы РТО: для стали 38ХГНМ-калибровка с обжатием до 5 %, отжиг при 720 °С ---Н 20 °С, выдержка 4-6 ч, охлаждение с печью до 500 °С, затем под муфелем до 150 °С, дальнейшее охлаждение на воздухе; для стали 40ХНГА - отжиг при 740-750 °С, выдержка 40- 60 мин, снижение температуры до 680-690 °С, выдержка 4-5 ч, нагрев до 740- 750 °С, выдержка 40- 60 мин, охлаждение до 600 °С с печью, далее под му({)елем до 150 °С с последующим охлаждением на воздухе, калибровка с обжатием до 5 %; для стали 16ХСН -отжиг при 720-740 °С, выдержка 14 ч, охлаждение с печью до 500 °С, затем под муфелем до 150 °С, далее на воздухе, калибровка с обжатием до 5%. Механические свойства, обеспечиваемые указанными режимами РТО, приведены в табл. 14. 14. Механические свойства сталей 38ХГНМ, 40ХНГА и 16ХСН после РТО по оптимизированным режимам
б МПа 1000 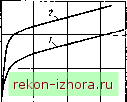 200 1200 1000 600 200
58 в Рис. 30. Кривые упрочнения стале11 40Х (о) и 12ХНЗА (б): 1 - РТО по режиму I; г - РТО по режиму 2 Актуальным направлением совершенствования РТО является разработка достаточно простых и устойчивых в производстве режимов, сочетающих экономическую стойкость штам- 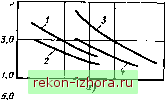
0,5 1,0 П Рнс. 31. Диаграммы пластичности сталей 40Х (а) и 12ХН.ЗА {б): 1 - РТО по режиму I, = 0; 2 ~ РТО по режиму 2, Ид= 0; 3 - РТО по режиму 1, = -I; 4 - РТО по режиму 2, ц = -1 поночного инструмента и заданные параметры эксплуатационных свойств изделий, применение которых обеспе-ч;!вает высокую производительность. В НИИТавтопроме и МАМИ разработана технология ускоренной РТО с при-менение.м сквозного индукционного нагрева заготовок из низкоуглеродистых легированных сталей ферритно-иер-липюго класса, удовлетворяющая требуемому комплексу требований. Режим РТО сталей этого класса должен обеспечивать полное завершение аусте-нпзацйи в объеме заготовки, однородность структуры по сечению заготовки (что возможно при минимальном перепаде температур между повер.хностью и центром) и отсутствие окалины на поверхности заготовок. Для стали 15Х (ГОСТ 10702-78) оптимизированный режим индукционного отжима предусматривает нагрев до 950 °С (время нагрева 45 с), охлаждение до 900 °С на воздухе, далее до 550 С, замедленное со скоростью 2-8°С/мин, далее очлаждение на воздухе, твердость HR 124-134. Второй способ сводится к определению координат частиц деформируемого тела, в окрестности которых наиболее вероятно (по совокупности величин Л и П) разрушение. Принимая в качестве критерия оптимизации повреждаемость (по В. Л. Колмогорову) и опираясь на распределение характеристик напряженного и деформированного состояний по объему очага деформации и их изменение в пути деформации, минимизируют критерий повреждаемости оптимизацией кинематики течения металла. Повышенные требования к качеству, штамповка ступенчатых и других деталей сложной формы массой до 1 кг и более из сталей и сплавов с повышенными эксплуатационными характеристиками, штамповка деталей методами редуцирования, прямого и совмещенного выдавливания и другие более сложные процессы, с повышенной вероятностью внутреннего разрушения и снижения механических свойств путем превышения заданного уровня повреждаемости вызвали необходимость создания системы ограничений, обеспечивающей получение изделий не- обходимого качества. Коэффициент запаса а в уравнении технологической деформируемости слабо зависит от схемы формоизменения и режима РТО, и в среднем необходимо, чтобы максимальная степень деформации по объему тела Л < 0,7Лр. Третий способ реализуют путем создания микролегированных сталей (ванадием и ниобием) высокой чистоты и борсодержащих. Стали микролеги-роваиные и высокой чистоты имеют значительную стоимость, чго ограничивает их применение для холодной объемной штамповки. Применение борсодержащих сталей при производстве крепежных деталей и других деталей повышенной прочности позволяет в некоторых случаях отказаться от легированных сталей с пониженной технологической деформируемостью. Использование борсодержащих сталей обеспечивает высокую деформируемость заготовок в сочетании с уменьшением продолжительности и сокраще[шеы числа операций термической обработки, а также высокими прочностными свойствами готовых деталей. Сталь 20Г2Р как в отожженном, так и в горячекатаном состоянии обладает очень высокой пластичностью: образцы деформировались при сжатии на 90 % без признаков разрушения. Способность к деформированию в холодном состоянии стали 20Г2Р (табл 15) ;чна-чительно выше, чем С1андартных сталей 38ХА и 40Х. Сталь 20Г2Р не уступает по механическим свойствам после упрочняющей термической обработки стали 40Х (табл 16). Прокат для холодной объемной штамповки используют в калиброванном, термически обработанном состоянии. Наиболее характерным режимом термической обработки является сфе-роидизирующий, обеспечивающий получение в структуре металла 80- 100 % зернистости перлита. В зависимости от степени деформации при калибровке, марки стали, требований к пластичности металла режим отжи-[ га - как правило ступенчатый, на-! грев до 720-780 °С, выдержка 0,5- 1 ч, охлаждение до 680-700 °С, выдержка 5-8 ч с дальнейшим охлажде* нием на воздухе. 15. Механические свойства и твердость сталей 20Г2Р, 38ХА и 40Х в различных состояниях
При реализации четвертого способа термомеханические параметры оптимизируют так, чтобы обеспечить возможно большее снижение сопротивления деформации при сохранении основных преимуществ холодной объемной штамповки (высокая точность размеров, низкий параметр шероховатости поверхности). Экономическая стойкость инструмента в большинстве случаев достигается, если давление до 2000-2200 МПа при выдавливании полости, до 2200-2400 МПа при прямом выдавливании сплошных изделий и до 2400-2600 МПа при осадке и высадке. 16. Механические свойства и твердость сталей 20Г2Р и 40Х после упрочняющей термической обработки Марка стали 20Г2Р 40Х 10.9 8.8 10.9 8.8 1140 1000 1100 910 2,0 1,2 1,5 Примечание. Класс прочности обозначен числом, которое при умножении на 100 дает величину напряжения от испытательной нагрузки в МПа. Все сплавы, подвергаемые теплой и полугорячей объемной штамповке, можно условно разделить на следующие группы: однофазные латуни, медно-никеле-вые и никелевые сплавы; коррозионно-стойкие стали аусте-нитного класса; легированные стали, в том числе инструментальные типа Р18, Р6М5; стали с повышенным содержанием углерода и низколегированные, в которых проявляется эффект деформационного старения; низкоуглеродистые стали. Первые две группы сплавов целесообразно подвергать только теплой штамповке, эффективность применения которой для сплавов цветных металлов относительно невелика (силовые характеристики уменьшаюся не более чем на 15-20%). Штамповку заготовок из сталей аустенитного класса рекомендуется проводить в интервале 200-400 °С, что позволяет уменьшить усилия в среднем в 1,5-2 раза, исключить ухудшение качества из-за подстуживания с высоких температур, резко уменьшить изиос инструмента, связанный с его отпуском. Третья группа сплавов может подвергаться теплой и полугорячей штамповке. Однако, учитывая их относительно высокие показатели сопротивления деформированию по сравнению с другими группами, эти сплавы наиболее эффективно подвергать полугорячей штамповке. В зависимости от природы сплава температурный интер- вал обработки находится в пределах 650-800 °С и позволяет сократить силовые характеристики в 2-4 раза. Наибольшую долю по выпуску и массе составляют детали из сплавов четвертой группы, для которых (так же, как и для сплавов пятой группы) применение теплой штамповки исключено из-за деформационного старения, экстремум которого для статического воздействия находится около 300 °С и с повышением скорости деформирования смещается в область более высоких температур (практически до 500 °С). Нагрев осуществляется до температур, которыми характеризуется область критических точек перлитного превращения, но не выше 800 °С из-за возможности охрупчивания и резкого возрастания окалинообразования. Силовые характеристики процесса уменьшаются в среднем в 2-3 раза. Низкоуглеродистые стали можно подвергать только полугорячей штамповке; силовые характеристики при этом уменьшаются не более чем на 20-25 %. Поэтому обработка сплавов первой и пятой группы при повышенных температурах, в большинстве своем успешно подвергаемых холодной объемной штамповке, целесообразна для расширения размерных характеристик штампуемых деталей (диаметр 50- 100 мм и более). При выборе технологии, технологических расчетах, конструировании инструмента, выборе и создании машин новых конструкций для теплой и полугорячей обработки базируются на достижениях холодной объемной штамповки. Исходные заготовки получают методом точной отрезки в холодном состоянии или с предварительным нагревом в зависимости от диаметра II марки стали. Точность заготовок по длине в среднем ±0,05 мм. Калибровку осуществляют в холодном состоянии полузакрытой осадкой, реже- редуцированием. На заготовки наносят покрытие или покрытие -\- смазочный материал, которые должны обладать противозадирными свойствами, защищать заготовки во время нагрева, штамповки и после штамповки до остывания от окисления, экранировать от потери тепла во время переноса от нагревательного устрой- ства в полость штампа и теплоизолировать при контакте заготовки, особенно силовом, со штампом. Толщина окисной пленки при нагреве на воздухе составляет 10-30 мкм для различных марок стали при 600 °С, 20- 40 мкм при 700 °С, 40-60 мкм при 800 °С. При дальнейшем повышении температуры происходит резкое возрастание толщины пленки, переходящее в интенсивное образование окалины. С помощью покрытия заготовок и сокращения времени нагрева толщина окисной пленки при нагреве до 700-750 °С может быть уменьшена до 10 мкм. Наибольшую трудность представляет покрытие, обеспечивающее стабильное уменьшение коэффициента трения до 0,05-0,10 в условиях повышенных температур с учетом местного нагрева инструмента до 700- 800 °С и защиту от окисления. Обычно применяемые покрытия изготовляют на основе диспергированного коллоидального графита. Диспергирующей средой служит вода, масло, водо-масляная эмульсия. Вода снижает смазочное действие, и она необходима только для предупреждения самозагорания. Соответственно оптимальной является водо-масляная эмульсия. Однако можно предположить, что наличие воды, создавая паровую рубашку, усиливает защитные действия покрытия. Наиболее перспективными являются смеси солей (борной и фосфорной, соды и т. д.), которые расплавляются за время обработки, легко растворяются в воде и образуют покрытия, имеющие высокое смазочное, разделительное и защитное действие. Высокую температурную стойкость и смазочное действие имеют смеси буры и борного ангидрида, а также сульфид цинка. Сульфид цинка стоек до 1150°С и может быть изготовлен в сочетании с синтетическим или минеральным маслом в виде суспензии или пасты и применен для смазывания штампов. Для теплой штамповки (до 400 °С) наиболее перспективны покрытия и смазочные материалы, применяемые при холодной объемной штамповке, с повышенной теплостойкостью. Теплостойкость смазочных материалов па основе мыла до 60-80 °С, оксалатного покрытия - ДО 150 °С, цинкфосфат-ного - до 300 °С, сульфида молибдена - до 350 °С. Для предупреждения разрушения слоя покрытия рекомендуется сокращать время нагрева и применять индукционный нагрев или нагрев электросопротивлением. Однако выбор частоты тока и типа индуктора, параметров устройства для электроконтактного нагрева и режима нагрева в целом должен предусматривать равномерность нагрева и высокую стабильность температуры - главных технологических факторов, обеспечивающих Стабильность усилия штамповки и заданные точность размеров и механические свойства. Напряжение текучести при полугорячей штамповке в порядке значимости зависит от физической природы сплава, температуры, скорости, а также от предварительной термической обработки и деформации. Значение последних четырех факторов зависит от первых двух. Форма кривых усилие - Путь на первичных диаграммах при осадке, высадке, прямом и обратном выдавливании при повышенных температурах и холодной деформации близка. Так же, как при холодной штамповке, отклонения от типичного хода кривой свидетельствуют о нарушении технологии (разрыв слоя смазочного материала, нарутнение формы и размеров формы рабочих частей инструмента и др.). Точность размеров штампованной заготовки при выдавливании зависит от упругих деформаций под нагрузкой и ее термических деформаций. Если при холодном выдавливании Диаметр полученного стержня несколько больше диаметра очка матрицы, то при полугорячем выдавливании - меньше, вследствие охлаждения. Наблюдается изменение диаметра стержня вдоль оси, закономерность которого практически не отличается от закономерностей при холодном выдавливании. Наибольший диаметр - на свободном конце стержня, наименьший в середине стержня, где наблюдается наибольшая температура в процессе выдавливания. Диаметр стержня у его основания, как правило, больше, чем в средней зоне, что связано с по- 6 п/р г. А. Навроцкого вышенной теплоотдачей в относительно холодную головку детали (пресс-остаток) и в зону у выходного отверстия матрицы; это связано также с относительно более продолжительным контактом заготовки с матрицей и пуансоном в нижнем крайнем положении ползуна. Шероховатость наибольшая у основания стержня. Максимум твердости в начале стержня, а изменение твердости при температуре выдавливания 500°С вдоль оси незначительно. Выбор размеров и расчет на прочность деталей штампов для холодной и полугорячей объемной штамповки аналогичен, но при полугорячей штамповке учитывают термические деформации, в том числе пуансонов, матриц и обойм. Образование трещин разгара, характерных для горячей штамповки, не происходит. Для уменьшения тепловых деформаций и повышения стабильности размеров матрицы обычно предварительно нагревают до 180-200 °С. Однако конструкция штампа должна предусматривать стабилизацию температуры рабочих частей в интервале 350-400 °С, что позволит сократить отклонения температуры исходных заготовок до 10-15 °С. При операциях, связанных С длительным силовым контактом инструмента (пуансонов при выдавливании полости, матриц при выдавливании стержней и т. д.), необходимо применять интенсивное охлаждение, сокращать длину хода пуансона за одну операцию до оптимального максимума и в случае необходимости делить процесс на несколько операций. Особое внимание следует уделить оптимизации числа ходов пуансона, которые в среднем должны составлять не более 12- 15 ходов в минуту. Износ инструмента при полугорячем выдавливании, особенно при закруглении рабочего торца пуансона при выдавливании полости, выше, чем при холодном выдавливании, из-за снижения твердости вследствие отпуска, так как температура инструмента в зонах интенсивного течения дocтигaet 700 °С и выше. Исходя из этого, необходимо: ограничить число ходов (не более 12-15 при штамповке на прессах относительно крупных деталей; не более 20-40 при штамповке на автоматах деталей мае-
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |