

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Холодная и полугорячая объемная штамповка 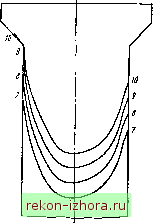 Рис, 14. Влияние масштабного фактора на кинематику течения металла при прямом выдавливании: слева - положение поперечных линий 7, 8, 9 я 10 при выдавливании образца Диаметром и высотой 100 мм; Е = 0,69 (см. рис. 13); справа - положение одноименных поперечных линий при выдавливании образца диаметром и высотой !0 мм; Е = = 0,69 Наиболее сильно проявляется влияние масштабного фактора на кинематику течения металла при уменьшении Диаметра образцов до 15-10 мм. На рис. 14 справа показано положение поперечных линий 7, 8, 9 и 10 после выдавливания образца диаметром и высотой 100 мм (т. е. так, как показано на рис. 13, а), слева - положение тех же линий после выдавливания образца диаметром и высотой 10 мм. Наиболее распространены конические матрицы, основной характеристикой которых является величина 2а. Зависимость относительного удельного усилия от угла 2а имеет минимум, который в большинстве случаев находится около 2а = 60°. Однако в зависимости от деформации, коэффициента трения, напряжения течения металла и модуля деформационного упрочнения оптимальная величина 2а может изменяться в пределах 15-120°С. Применение матриц с криволинейной образующей позволяет ниними-вировагь давление иа пуансон, локальное давление на стенки матрицы в выходной ее части, неравномерность деформации по сечению и коэффициент напряженного состояния в средней части сечения. Минимизация проводится путем оптимизации профиля образующей: применения вогнутых,выпуклых и вогнуто-выпуклых (сигмо-идальных) матриц. Влияние профиля матрицы на напряженно-деформированное состояние металла приведено на рис. 15. Применение выпуклых и особенно вогнутых матриц по сравнению с конической матрицей снижает затраты мощности деформации на 10-15%. Однако использование матриц с профилем, составленным из дуг окружности и эллипса, вызывает повышение силы н не-равиомерностн деформации в зоне перехода в контейнер и калибрующее очко матрицы. Выбранный профиль должен обеспечивать плавный переход поверхностен. При применении конических матриц наибольшая накоплеииая интенсивность деформаций наблюдается на наружном контуре очага деформации, где обычно достаточно благоприятные условия для разрушения (величина П составляет от -4 до -7). В направлении по радиусу к главной оси деформируемого тела величина 8; уменьшается, а П постепенно увеличивается. Далее в трубке некоторой толщины происходит сильное уменьшение ej и повышение П вплоть до положительных величин а. В отдельных случаях (при квадратном или прямоугольном профиле матрицы и г. п.) у входа в воронку матрицы не только величина Оср > О, но также и все главные напряжения Ог, 00, Or больше нуля. При выдавливании металлов, имеющих диаграмму пластичности с относительно высоким отношением Pp/(dn), могут появиться внутренние трещины. Применение вогнутых матриц плавной кр 1ВИЗНЫ выравнивает деформацию по сечению и уменьшает уровень II в центральной зоне очага деформации. При прямом выдавливании заготовок из никелевых и других сплавов с повышенной адгезией к инструменту, большом объеме выпуска, высоких давлениях эффективно применять матрицы с выпуклым профилем на выходе металла из очага деформации. 
 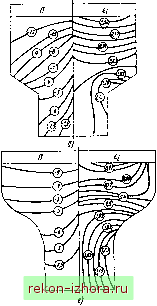 Рис. 15. Изолинии показателя напряженного состояния II и накопленной деформации Sj в меридиональном сечении при прямом выдавливании: а - коническая матрица, 2а = 60°; 6 - коническая матрица, 2а = 90*; в - коническая матрица, 2а = !20°; г - цилиндрнческан матрица, 2а = 180°; Ь - вогнутая матрица; е - вогнуто-выпуклая матрица. Материал -медь Ml, диаметр полости матрицы 36 мм; и = 1,27 Для сочетания преимуществ матриц с различными профилями целесообразно, как отмечает И. П. Ренне, применять сигмоидальные матрицы, имеющие короткий вогнуто-выпуклый профиль образующей. Сигмоидальные матрицы с малой площадью контакт-нон поверхности, т. е. укороченные, обеспечивают равномерность деформации с плавным нарастанием ее вдоль линий тока при пониженных затратах мощности на трение. Для выдавливания заготовок нз труднодеформируемых сплавов целе-сообра: 10 применять вогнуто-выпуклые воронки, профиль которых составлен из дуг клотоиды. При такой форме всфонок обеспечивается самопроизвольный захват смазочного материала, повышается устойчивость его пленки, исключается образование поверхностных дефектов в виде ерша , рисок. налипов, повышается стойкость матрицы. Сплошные ступенчатые детали с фланцем н с удлиненным конусом также получают сочетанием прямого выдавливания, редуцирования и высадки. Переходы при штамповке ступенчатой детали с удлиненным конусом приведены на рис. 16. В первом переходе осуществляется прямое выдавливание с максимально допустимой деформацией. Наряду с оформлением конуса металл набирается для последующего редуцирования. Во втором переходе проводится редуцирование -\--Ь высадка. Отличительной особенностью редуцирования является большая, чем обычно, деформация, которая связана с упрочнением металла в конической части. Во избежание торможения металла вследствие унругопла-стической деформации предварительно 0 ,3 
Рис. 16. Переходы при штамповке ступенчатой детали с удлиненным конусом: 1 - прямое выдавливание; 2 - редуцирование (первый этап) -f- высаДка фланца (второй этап); 3 - редуцирование (первый этап) 4- полузакрытое поперечное выдавливание (второй этап) образованного конуса в зоне перехода к вновь образующемуся, угол наклона конуса матричной воронки несколько увеличивается. При высадке осуществляется набор металла для щести-гранника. Высадка по времени насту- Ф11-. 1:В О Рис. 17. Заготовки шаровых пальцев грузовых автомобилей пает после редуцирования, так как требует значительно большей силы. В третьем переходе редуцированием завершается образование конической части и полузакрытым поперечным выдавливанием оформляется шестигранник. Значительный по номенклатуре и объему выпуска - класс сложных ступенчатых деталей, конструктивным элементом которых является стержень в виде конуса, цилиндра или их сочетания и массивная головка в виде сферы, полусферы, усеченного конуса, цилиндра. К их числу относятся детали типа шарового пальца и вал-шестерня. Шаровые пальцы по кснструктивно-технологическим признакам можно разделить на три группы: сплошные, с полупустотелой головкой и полой головкой, полость из которой на некоторую глубину переходит в стержень [А. с. 764820 (СССР)]. При штамповке на прессах шаровых пальцев большегрузных автомобилей с относительно большим объемом головки (рис. 17, а-н) целесообразно использовать на стереотипные процессы, основанные на применении предварительной высадки, а более эффективный для поставленной задачи процесс поперечного выдавливания, который в случае необходимости может сочетаться с окончательной высадкой (объемной калибровкой). Схема процесса формоизменения с применением поперечного выдавливания приведена на рис. 18, которую следует использовать, если а = HID > 2,5; 0,7 8 1,2; 8i 0,5 (8 - деформация по наибольшему сечению шировой головки; 8, - деформация по сечению хвостовика). Дополнительным резервом экономии металла является применение технологии холодной объемной штамповки деталей, в которых массивиае сплошные головки заменены полыми, что особенно эффективно при изготовлении крупных деталей (см. рис. 17). В нашей стране и за рубежом шаровые пальцы рулевых тяг легковых автомобилей массой 0,075 кг штампуют с полупустотелой головкой. Этот способ штамповки запатентован в ряде стран [Пат. 2213819 (Франция), пат. 48- 5427 (Япония), пат. 50-3751 (Япония)]. В соответствии с технологическим процессом штамповки пальцев с полупустотелой головкой, принятым в отечественной автомобильной промышленности, на первом переходе формируют заготовку в виде стержня с конусом и полусферической головкой на конце. Заготовка получается за один ход на первой позиции многопозиционного автомата из исходной заготовки, диаметр которой равен диаметру подголовка. На второй позиции обратным выдавливанием получают полость и на третьей обжимом образуют полупустотелую головку. За четыре перехода [Пат. 1332237 (Великобритания)] штампуется палец с более глубокой полостью в головке, что дополнительно снижает массу детали. Однако оба описанных выше метода имеют существенные недостатки. Штамповке, как обычно, подвергается заготовка с диаметром близким к диаметру подголовка. В головке создаются значительные суммарные деформации, особенно по наибольшему диаметру шаровой головки, что может привести к появлению трещин. Высокие давления при обратном выдавливании, неблагоприятная кинематика течения металла отрицательно сказываются на стойкости рабочего деформирующего инструмента. Различные части детали в процессе шта.мповки по-разному деформируются, что отрицательно сказывается на эксплуатационных свойствах деталей. При изготовлении шаровых пальцев расход металла снижается при штамповке пальца с пустотелыми головкой и стержнем (рис. 19). Этот способ обеспечивает более высокое качество благодаря равномерному распределению деформаций по длине детали - не равнопрочности. Операция прямого выдавливания удлиненного конуса заменяется обжимом пустотелой заготовки, что устраняет воздействие значительных распорных сил на матрицу. Полые детали с дном (см. рис. 7, а-е) получают обычно обратным выдавливанием. Изменение координатной сетки при обратном выдавливании показано на рис. 20, а микроструктуры-на рис. 21. Максимальная 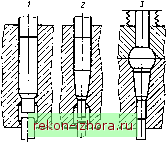 Рис. 18. Переходы при штамповке шаровых пальцев с применением поперечного выдавливания: / - выдавливание хвостовика; 2 - выдавливание конуса; 3 - поперечное выдавливание деформация и минимальная толщина стенки определяются технологической деформируемостью заготовки. Обратное выдавливание характеризуется высокими давлениями и сложными условиями работы пуансона. Выбор формы дна (см. рис. 7, а-е) определяется следующими основными критериями: требованиями к конструкции детали из условий эксплуатации; кинематикой течения металла; условиями трения; симметрией течения металла, возможностью возникновения поперечных сил. Картины полос муара, показывающие влияние формы рабочей части пуансона (определяющей форму дна детали) на кинематику течения, приведены на рис. 22. Отсутствие муаровых полос на входе и на выходе из очага деформации свидетельствзет об отсутствии пластической деформации (жесткие зоны). Границы очага пластической деформации определяются крайними полосами муара. При выдавливании заготовки плоским пуансоном (2а = 180°) (рис. 22, а) очаг деформации делит деформируемое тело на три упругодеформируемые зоны: первая прилегает к торцу коитр-пуансона, форма которой может быть принята неизменной иа установившейся стадии выдавливания; вторая зона - между пуансоном и очагом деформации; третья зона - в виде двух симметрично расположенных отростков металла, прошедшего пласти- 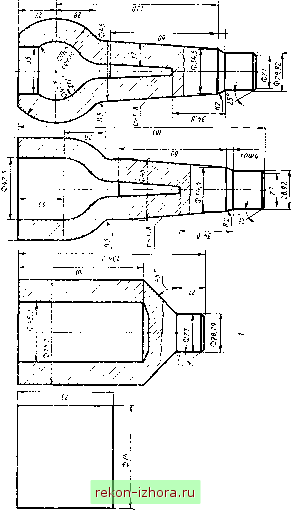 а. ческую деформацию. К прямым углам диа детали стягиваются изолинии, но йолосы представляют собой не точку, как обычно принимают при теоретическом анализе, а имеют некоторую, практически заметную, протяженность вдоль обеих сторон угла. Окрестность вершин углов характеризуется пиковыми величинами градиента деформации. Вдоль главной оси симметрии градиент деформации незначителен. При выдавливании заготовки пуансоном с углом 2а = 120° зона, прилегающая к нему, разделяется на две симметричные. Градиент деформации в окрестности вершин боковых углов уменьшается и заметно увеличивается вдоль главной оси в окрестности вершины угла. Высота очага деформации уменьшается. При пуансоне, имеющем на торце площадку равную половине ширины его и угол 4° к боковой стенке, очаг деформации формой и размерами незначительно отличается от картин муара при плоском пуансоне. Однако упругая зона очага деформации у торца пуансона весьма мала. Близкая картина полос муара имеет место и при сегментном торце пуансона: жесткая зона у торца контрпуансона отсутствует, меньший градиент деформации у боковых углов по сравнению с пуансоном с плоским торцом. Наиболее благоприятна, применительно к кинематике течения металла, сферическая форма пуансона (рис. 22, б): наименьшая высота очага деформации, наименьший градиент деформации. Ортогональность линий муара стенке инструмента показывает минимальное контактное трение. Пуансоны с рабочей частью в виде сферы и коиуса прн выдавливании с высокими деформациями (е 0,69) и больиюй относительной длиной полости (ft/D > 0,2) создают условия для интенсивного скольжения металла, что приводит к быстрому утонению промежуточного слоя смазочного материала и подсмазочного покрытия. Эти профили чувствительны к нестационарности процесса, анизотропии трения и свойств заготовки, создают повышенные давления на стенки матриц. Рабочая часть пуансоиа имеет тенденцию 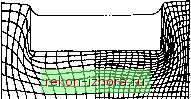 Рис. 2U. Изменение координатной сетки при обратном выдавливании полости. Материал - АД1. Исходный образец диаме-; тром н высотой 100 мм; ход пуансона 15 мм £ = 0,69 к радиальному смещению, что повышает поперечные нагрузки на пуансон при выдавливании и растягивающие силы при обратном ходе; увеличивается разностенность изделий. Сферические пуансоны следует применять лишь при выдавливании неглубоких полостей заготовок из сплавов с пониженной пластичностью и пониженной адгезией к инструменту (бронзы). Профиль рабочей части пуансона в виде усеченного конуса с малой конусностью уступает сферическому по кинематике течения металла, ио в наименьшей степени разрушает слой покрытия и смазочного материала, способствует стационарности процесса, обеспечивает наименьшую разностенность детали, технологичен в изготовлении. Такой профиль рекомендуется для выдавливания заготовок из стали и других сплавов с высокими пластичностью, сопротивлением деформации и адгезией к инструменту. Если по условиям эксплуатации дно детали не отвечает оптимальным условиям штамповки, то предварительно осуществляют штамповку в оптимальном режиме (обычно пуансоном с рабочей частью в виде усеченного K jHyca), а затем окончательно фасонируют дно детали.
|
|||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |