

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Холодная и полугорячая объемная штамповка 16. Технические характеристики универсально-гибочных автоматов с приводом ползунов от центральной шестерни
Примечание. Автоматы комплектуют разматывающим устройством и устройством для дополнительных операций (поперечной подачи, нарезания резьбы, сварки и т. д.). 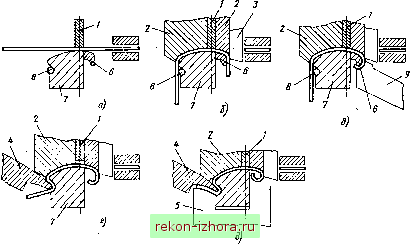 Рис, 41. Переходы при изготовлении пружины на универсально-гибочном автомате 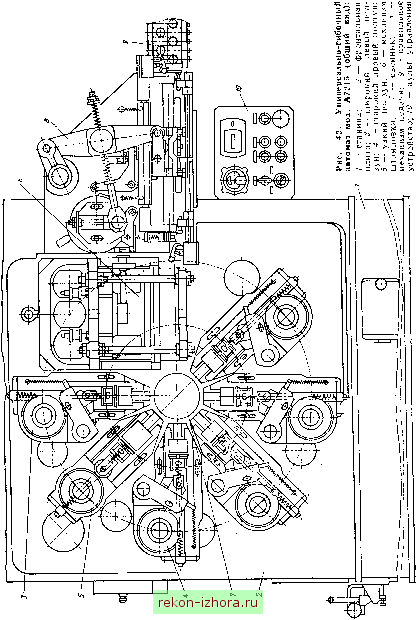 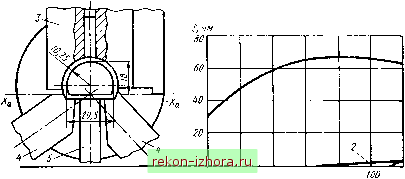 Механизм Подачи проволоки Прижима заготовки Верхнего штампа Правого и левого штампов Нижнего штампа Съемника прямого обратного го W 60 80 Подача материала 70-70=tit 0° Выстаивание В исходном положении 70° *l2f° = 194° Выстаивание 40° Прижим заготовки 48° выстаивание В исходном положении Выстаивание в исходном положении 164 +t8°=212 Исходное положение Выстаивание Выстаивание Материал подается на позицию гибки и фиксируется прижимом 1. Сборный инструмент 2 отрезает ножом 3 заготовку, и на гибочных оправках 6 л 7 осуществляется первая гибка.. Инструментом 9 заготовка загибается по оправке 6, и он отходит на исходную позицию. Оправки 6 м 8 отходят в исходную позицию, а гибочный пуансон 4 осуществляет вторую гибку заготовки по оправке 7. Нижним гибочным пуансоном 5 загибается ушко, и окончательно формообразуется деталь. Инструменты 5, 4 ц 2 отходят в исходную позицию, а инструментами 6 и 8 готовая деталь сбрасывается в тару. На рис. 42 показан общий вид универсально-гибочного автомата мод. Рпс. 43. Циклограмма работы А7215 для производства деталей из проволоки с наибольшим диаметром 3,2 мм. На передней стенке станины крепят перфорированную по окрунс-ностн фронтальную плиту, на которой и устанавливают гибочные ползуны и механизмы штамповки. Фронтальная плита расположена под углом 20° к вертикальной плоскости. Механизм штамповки представляет собой кривошипный пресс, в котором установлен штамп для вырубки, пробивки или неглубокой вытяжки. Механизм подачи материала - клещевого типа; он обеспечивает более точную подачу проволоки или ленты из рулона по сравнению с подачей роликами. На фронтальной плите имеются отверстия, с помощью которых можно устанавли- 120 т 160 180 200 220 2W 260 280 300 320 310 360 Холостой ход 140° выстаивание в рабочем папожении 70° Выстаивание 40° Подача материала 70° Тза!отовка%\ Выстаивание В ucxodtioM положении
Подход ВрабоАВ;стаива- Отход в исходное положение 48 Выстаивание 8 исходном попоже-нии54°
унивсрсальио-гибочного автомата вать ползуны под любым необходимым углом. Привод автомата осуществляется от электродвигателя постоянного тока в целях бесступенчатого регулирования частоты вращения и, следовательно, скоростных режимов при формообразовании штампуемых на автомате деталей. На рис. 43 показана циклограмма автомата мод. А7215, иастроеииого на изготовление детали - полукольца. По оси абсцисс отложены углы поворота валов исполнительных механизмов, по оси ординат - текущие перемещения рабочих органов цикловых механизмов. Цикловая диаграмма служит основным документом, иа основа-шш которого рассчитываются и профилируются кулачки привода цикло- вых механизмов: подачи материала, штамповки, гибочных ползунов и съемника. На автоматах для изготовления пружинных шайб спираль навивается в блоке 1 (рис. 44) иавивочного инструмента с иеприводиой вращающейся оправкой 16 и гибочными роликами 2 и 14. Концы загибаются радиусным упором 12 на проводке. В навивочный инструмент проволока 22 подается клеща.ми 8, смонтированными иа ползушке 5; ползушка приводится от кри-вошипио-кулисного механизма 23 посредством серьги 24. Захват проволоки осуществляется губками б, установленными в клещах 8. Сила зажатия проволоки регулируется винтами 7. Рычаги поворачиваются вокруг своих ; г J*5d 7 8 9 70 11 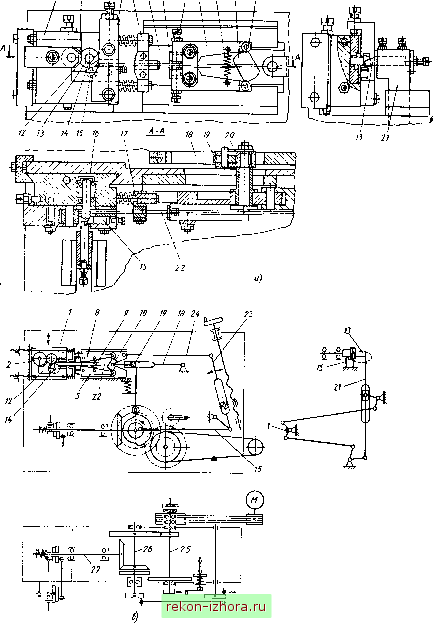 Рис. 4i. Конструктивная (а) и кинематическая (б) схемы шайбонавивочного автомата мод. А57 J7. Технические характеристики автоматов для изготовления пружинных шайб
осей через ролики посредством кулачка 10 и пружины 9. Кулачок 10 поворачивается при качании поводка 20, ролик 19 которого входит в паз качающегося рычага /S. Проволока направляется проводкой 17, установленной в корпусе 4, связанном скалками и пружинами с блоком /. Подвижный нож /5 установлен на конце рычага 21 механизма отрезки от приводного вала 27, через приемный 25 и передаточный 26 валы и при движении по замкнутой траектории входит внутрь спирали; опускаясь, он 01резает за каждый ход но витку, т. е. готовую шайбу. Отрезка шайбы от навиваемой спирали осуществляется двумя ножами. Неподвижный нож 15 помещен в держателе 3, закрепленном на блоке /. Положение ножей относительно наружного диаметра спирали регулируется винтами. Точная подача клещей, неприводные вращающиеся ролики 2 и 14, осуществление отрезки двумя ножами с одним неподвижным ножом, спрофилированным по внутреннему диаметру, обеспечивают получение высокого качества шайб. В табл. 17 приведены технические характеристики шайбонавивочных автоматов серии А57. 9. РОТОРНЫЕ АВТОМАТЫ И АВТОМАТИЧЕСКИЕ ЛИНИИ На базе автоматических роторных линий в СССР осуществляется комплексная автоматизация производственных процессов, включающих в первую очередь технологические операции обработки материалов давлением, для выполнения которых требуются простейшие движения инструмента в одном направлении. На роторную технологию переведено более 2500 технологических операций.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |