

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Холодная и полугорячая объемная штамповка 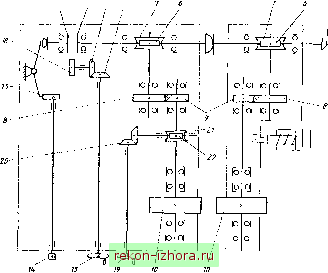
Рис. 27. Кинематическая схема двухроликового резьбонакатного автомата с односторонним электроприводом ваекой гидроприводом. Заготовка при этом, находясь между роликами, будет вращаться под действием сил трепня, возникающих при соприкосновении с ней роликов и возрастающих по мере внедрения профиля роликов в заготовку и образования на ней профиля. Принятый технологический процесс накатки предопределил наличие в составе автомата двух основных рабочих механизмов: одного для обеспечения вращения роликов с регулируемой скоростью и второго - силового гидропривода, обеспечивающего регулируемое по величине и скорости перемещения правого ролика, а также создающего силу, необходимую для пластической деформации заготовки. Кроме того, в состав автоматов входят электропривод, устройство для опоры деталей в процессе накатки и механизмы для автоматизированной загрузки и выгрузки заготовок из рабочей зоны. Привод автомата осуществляется от электродвигателя 1 (рис. 27) постоян- ного тока через клиноременную передачу 2, шкивы 3 и 4, упругую втулоч-но-пальцевую муфту 5, червячную передачу 6, 7 и зубчатые колеса 8, 9; вращение передается на шпиндели с установленными на них накатными роликами 10. На приводном валу на шлицах установлен диск , который через муфту зацепляется с диском 12, установленным на валу червяка 6. Выключение муфты осуществляется поворотом эксцентрикового вала 13 с помощью четырехгранника 14. Поворот шпинделя неподвижной накатной головки относительно шпинделя подвижной головки для совмещения накатных роликов по профилю резьбы осуществляется рукояткой 15 через зубчатые колеса IS-18 при выключенной муфте. Совмещение торцов накатных роликов проводится рукояткой 19 через конические зубчатые колеса 20 и червячную передачу 21 и 22, червячное колесо которой выполнено вместе с резьбовой втулкой. Втулка, перемещаясь в корпусе го- 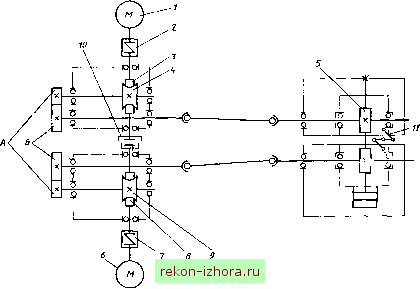 Рис. 26 мата с . Кинематическая схема двухроликового резьбо- и профнленакатного полуавто двусторонним электроприводом ловки, через упорный подшипник осуществляет осевое перемещение шпинделя неподвижной головки. Установка и крепление накатного ролика и передача ему вращательного движения осуществляется с помощью подвижной головки. Головка состоит из чугунного корпуса и опоры, в которых на подшипниковых узлах смонтированы шпиндель, червячная пара и зубчатая передача. В нижней правой части го,аовки имеется система направляющих, закрепленных на корпусе головкн, и направляющая, крепящаяся к станине. Выступы направляющей снабжены сменными накладками. Зазор регулируется клином, винтом и планкой. Гидроцилнндр, обеспечивающий силу накатывания и перемещение подвижной головки, состоит из цилиндра, Сварного штока - поршня, винта, фланца, пружины, корпуса, механизма регулирования хода поршня (вал-шестерня, зубчатое колесо, резьбовая втулка) и механизма регулирования межцентрового расстояния, в состав которого входят вал, соединенный с винтом трубой, имеющей паз для свободного выкручивания винта при регулировании межцентрового расстояния. Гидроцилиндр закреплен винтами в корпусе станины. При подводе жидкости под давлением происходит рабочий ход подвижной головки, а возврат в исходное положение осуществляется пружиной. Для поддержания заготовок в процессе накатывания в полуавтоматическом Цикле с ручной загрузкой служит опора, включающая направляющие, ползушку, клин, опорную плашку, винт, пружину и опору. Для поддержания в процессе накатывания Деталей типа осей и валов, имеющих в торцах центры, применяется центровая опора. Один из центров опоры подпружинен, а второй перемещается в пиноли поворотом эксцентрика рукояткой. В две расточки корпуса вставлена штанга, по которой перемещается каретка, фиксируемая в нужном положении клиньями и гайками. При установке заготовки В центрах пиноль вместе с центром поворотом эксцентрика перемещается и зажимает заготовку в центрах. Для обеспечения радиального смещения заготовки, а следовательно, центров относительно оси ролика неподвижной головки в процессе накатывания на штангу установлены пружины, ход которых ограничивается с помощью винтов. Для холодного накатывания профилей радиальным или радиально-осевым способом создан резьбонакатный полуавтомат (рис. 28). В полуавтомате применен раздельный привод шпинделей от электродвигателей соответственно / и 6. Через муфты 2 и 7 вращение передается червяками S н 8, а от них с помощью червячных колес 4 я 9 - зубчатым парам А и Б. Зубчатые колеса Б приводят во вращение длинные валы, состоящие из трех шарнирно соединенных частей, приводящих во вращение накатные ролики 5. Синхронное вращение шпинделей правого и левого редукторов осуществляется с помощью муфты 10. Симметричность движения головок относительно оси накатывания обеспечивается С помощью рычажного устройства . 5. АВТОМАТЫ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЕ Проволочно-гвоздильные автоматы предназначены для изготовления гвоздей из бунтовой низкоуглеродистой калиброванной проволоки общего назначения с ав= 500-г-850 МПа. На этих автоматах изготовляются строительные, толевые, кровельные, отделочные, обойные и тарные гвозди (табл. 10). Основными узлами автомата являются: станина, привод, коленчатый рис. 29. Схема процесса изготовления гвоздей И распределительные валы, правильные ролики, механизмы подачи, зажима, заострения и отрезки, высадочный ползун, сбрасыватель. Схема процесса изготовления гвоздей представлена на рис. 29. Проволока / через раскрытые матрицы 2 подается на заданную величину, установленную расчетом и откорректированную при наладке. После окончания подачи матрицы 5 зажимают проволоку рифленой поверхностью, а пуансон 3 при движении вперед высаживает головку гвоздя. Ножн 4 в это время находятся в крайнем заднем положении, обеспечивая пуансону свободное перемещение. Кинематическая схема автомата серии АА411 приведена на рнс. 30. Вращение от электродвигателя передается клиновыми ремнями через шкивы 15 и 16 на коленчатый вал, который сообщает возвратно-поступательное движение высадочному ползуну 14 и передает вращательное движение на боковые распределительные валы двумя парами конических колес 12 и 13. От этих валов с помощью эксцентриков приводятся в движение ползуны 9 механизма отрезки и заострения, а е бокового правого вала от кулачка зажима 2 через рычаг / получает движение ползун 17 механизма зажима. На консоли коленчатого вала установлена кривошипная планшайба , сообщающая через тягу 8 и рычаг 6 возвратно-поступательное движение каретке подачи 7. Во время подачи проволока захватывается зубильцем 5, смонтированным на каретке 7, и протаскивается через неприводные правильные ролики 3. Каретка подачи 7 перемещается по направляющей 4. Таким образом, проволока перемещается по прямой линии. В автоматах для изготовления гвоздей с небольшим диаметром и длиной каретка подачи движется по дуге. Сбрасывание гвоздя происходит с помощью устройства 10. Циклограмма работы механизмов автомата приведена на рис. 31. В моделях автоматов серии АБ41 значительно Снижен шум вследствие использования оригинальных схем и конструкций узлов. Вращение от электродвигателя 2 (рис. 32) посредством клиноременной передачи 26 передается на с: 5 ~ -я я я 5 § 5 я 0.S о m и LO о ° X ot
о, см о, со ci) J> J>
см S S о о о о in a о § § . 12 Ю 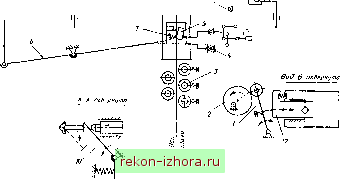 Рис. 30. Кинематическая традиционная схема проволочно-гвоздильного автомата маховик 28 С фрикционной муфтой включения и далее на главный вал 7, от которого движение распространяется по четырем направлениям: первое - через кривошипы 11, 15 на ползун механизма высадки; второе - через цилиндрические колеса 10, 19 на валы 18 механизма отрезки и заострения, которые с помощью криво- шипно-ползунных 20, 22 и коленно-рычажных 23 механизмов обеспечивают возвратно-поступательные перемещения ползунов 24 с ножами 30; третье - через кулачок 9 и рычаг 27 на зажимные матрицы, Смонтированные в матричном блоке; четвертое - через зубчатые колеса 19 на криво-шипно-кулисный механизм 6, который 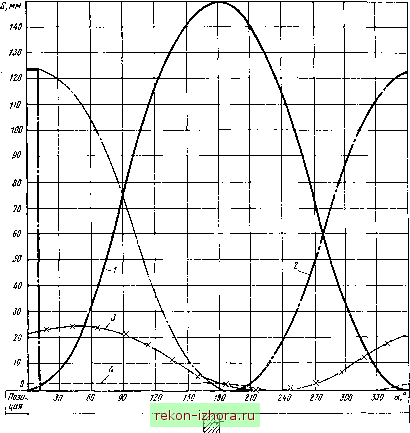 Ход попзуна вперед 16S°(W0°) Высадка (15°> Ход ползуна назад(180°) Обратный ход каретки подача маглгриат  Ход назадЦвО ) Заострение-отрезка Поджатое матриц (16°) Матрицы поджаты (120°) 25° / Ход вперед WdSO) Раскрытие матриц (50°) Матрицы раскрыты (105°) 25° Зажатие матриц Матрицы зажаты --СЬрасыдаиие отштампоВаниого гВоздя Поджатое матриц Рис. 31. Циклограмма взаимодействия механизмов проволочно-гвоздильного автомата i - высадочный ползун; 2 - механизм подачи; 3 - механизм заострения н отрез1н;з 4 - механизм зажима
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |