

|
|
Разделы сайта
Читаемое
Обновления Jul-2026
|
Промышленность Ижоры --> Станки механосборочного производства фрезерной обработки. Функциональные возможности таких ycjr ройств имеют математическое обеспечение в постоянной памяти. В них имекэтся дисплеи и внешние накопители программ; конструктивное исполнение, по большей части, модульное; для управления автоматикой станка предусмотрена связь с программируемым контроллером; в число стандартных функций могут входить макроязык пользователя, программирование с десятичной точкой; в распоряжении программиста развитой набор G-функций и т. д. Критерием оптимальности для таких систем определяют минимум стоимости при четко очерченных станкостроителями функциональных возможностях. Устройства ЧПУ с гибкими возможностями используют для станков повышенной точности и сложности. Эти устройства, в отличие от предыдущей группы, имеют мультипроцессорную структуру, .большую главную память, обширную память программ (полупроводниковую и дисковую), развитую систему интерфейсов для внешних связей, число управляемых координат до шестнадцати, цену дискреты 1 мкм или менее, коррекцию шага винта, например, в 1000 точках для каждой координатной оси, и т. д. Многие функции для таких устройств указывают как сводобно выбираемые, например, возможен выбор типа датчика обратной связи, тогда как для предыдущей группы предполагают один определенный.В этих устройствах широко используется перепрограммируемая память, поддерживающая тот или иной вариант из числа допустимых; память на цилиндрических магнитных доменах. Существует возможность создания параметрических подпрограмм, специфических для пользователя. Обычно критерием оптимальности для подобных систем является максимальный спектр функциональных возможностей при некоторых ограничениях на стоимость. Вычислительные возможности устройств ЧПУ на базе мини-процессора выше, чем микропроцессорных, поэтому и функциональные возможности таких устройств выше, чем у предыдущих групп, но они дороже. Их используют для управления особо сложными и уникальными станками, гибкими производственными модулями (ячейками), станками с адаптивным управлением, станками для безлюдной технологии. Накоплен опыт создания математического обеспечения для устройств ЧПУ с мини-процессорами, в том числе на основе языков высокого уровня, и этим отчасти объясняется живучесть таких систем. Ориентация мощных устройств ЧПУ с мини-процессорами на безлюдную технологию определяет специфические черты и дополнительные функции таких устройств. В частности, предусматривают: автоматическое изменение таблиц коррекций инструмента, базовых смещений и исходных координат по результатам измерения инструмента, детали, базовой поверхности; автоматическ5ю компенсацию температурных смещений шпиндельной бабки; автоматическое определение поломок инструмента, идентификацию этих поломок и выбор стратегии выхода из аварийной ситуации; контроль за непревышением стойкости инструмента, автоматическую замену инструмента, 1 - 1йторый исчерпал свой ресурс; автоматическое центрирование (совмещение оси шпинделя с осями отверстий деталей). Указанное расширение функций изменяет привычную структуру управляющей программы и даже сам стиль программирования, который в значительной степени напоминает стиль программирования ЭВМ. Продолжим характеристику функциональных групп устройств ЧПУ. Рассмотренные ранее устройства ЧПУ со стандартными фиксированными функциями оказываются избыточными при позиционном управлении либо управлении несложными технологическими процессами. Именно для таких случаев за последние годы разработаны массовые недорогие варианты устройства ЧПУ, ориентированные на управление чрезвычайно разнообразным оборудованием и на модернизацию универсальных станков. В простейшем случае в составе устройства-цифровая индикация и блок управления приводом, последовательно подключаемый к каждой координатной оси. Память устройства ограничена заранее обусловленным числом кадров управляющей программы. Обычно программу вводят с панели оператора либо с помощью кассеты. В более сложных случаях предусмотрена линейная двухкоординатная интерполяция. Формат данных обычно фиксирован. Этот вариант устройства ЧПУ вовсе Не является простой системой, и в этом смысле не удивительно, что такие системы появились позднее других. Тщательно отобранные функции (в том числе мощная диагностика, развитая система параметров для адаптации к объекту), самая современная и высоконадежная схемотехника, доступность для программирования на цеховом уровне - все эти качества (при невысокой стоимости) позволяют подобные устройства ЧПУ использовать для несложного оборудования, несмотря на то, что такому оборудованию доступны и привычные традиционные способы управления. Таким оборудованием могут быть несложные токарные, сверлильные и шлифовальные станки, механические ножницы, гибочные станки и листоштамповочные прессы, механические пилы, резательные машины, деревообрабатывающие станки, сборочные машины, подъемники автоматизированных складов, конвейеры, поворотные столы, механизмы автоматической смены инструмента и др. Высокая значимость массовых недорогих устройств ЧПУ в том, что по мере их широкого и повсеместного внедрения в существующем производстве в целом произойдут кардинальные изменения, ощутимые в общегосударственном масштабе. К последней группе, очерченной с позиции функциональности, были отнесены так называемые оперативные устройства ЧПУ, ориентированные на ручной ввод управляющей информации. В принципе, все современные устройства ЧПУ приспособлены к ручному вводу. Отличием же устройств рассматриваемого вида является то, что значительная часть расчетов, связанных с подготовкой управляющей программы, осуществляется в самом устройстве ЧПУ на основе специальных резидентных средств математического обеспечения. Эти средства поднимают языковый уровень управляющей программы за счет широкого применения разнообразных макроопределений;,: благодаря которым оказывается возможным готовить управлякщую программу прямо у станка, например, лишь на основе данных чертежа. Детали процедуры ввода управляющей информации у разных систем различны и зависят от входного языкового уровня. Так, производители универсальных оперативных систем используют С-функции для определения видов контура и циклов. Станкостроители, занимающиеся выпуском собственных систем применительно к своим станкам либо оснащающие свои станки специально заказанными системами, в одних случаях используют на панелях управления специальные клавиши для специальных функций, а в других случаях - н специальные клавиши, и G-функции. Спецификой рассматриваемой группы является диалоговый ввод с помощью дисплея. Некоторое распространение получает голосовой ввод управляющей программы, который ускоряет процедуру ввода программы примерно в 20 раз. § 2. ВЛИЯНИЕ ОСОБЕННОСТЕЙ ОБЪЕКТА НА СИСТЕМУ УПРАВЛЕНИЯ Обзор и анализ функциональных групп устройств ЧПУ убеждает в том, что концепция современной системы числового управления складывается под влиянием объекта (станка), но в свою очередь влияет на концепцию конструкции объекта (станка). Характерной особенностью современного металлорежущего оборудования является то, что станки оснащают все более развитой станочной периферией , которая служит для связи и интеграции с внешней производственной средой. Можно выделить одиннадцать групп станочной периферии: 1) роботы, погрузчики; 2) подающие и транспортирующие устройства; 3) устройства управления точностью обработки; 4) устройства управления инструментом; 5) контролирующие устройства; 6) устройства для обработки результатов контроля; 7) зажимные и удерживающие устройства; 8) устройства управления стружкообразованием и удалением стружки; 9) устройства для обнаружения бракованных изделий; 10) устройства для идентификации заготовок и вызова соответствующих управляющих программ; 11) устройства, управляющие режимом обработки. Не вызывает сомнения, что в будущем беспериферийная работа станков станет столь же неестественной, сколь и беспериферийная работа ЭВМ. Таким образом, базовым компонентом автоматизироввного производства станет со временем гибкий производственный модуль. В подобный модуль войдет многооперационный станок (возможно, два станка) с одним или двумя магазинами сменных инструментов (сами магазины также могут быть сменными), возйожно. с прямым доступом к магазину со стороны инструментального потока; со средствами загрузки деталей или спутников либо непосредственно- со стороны транспортного потока, либо через накопитель деталей или спутников; со средствами контроля инструментов в процессе реза- ия либо путем эпизодического автоматического их осмотра, либо путем слежения за параметрами процесса обработки; со средствами контроля, измерения и первоначальной настройки, информация которых служит целям автоматической коррекции; со средствами управления всеми основными и вспомогательными процессами. Развитие станочной периферий серьезно усложняет и без того сложные функции управления, которые все чаще приобретают черты вычислительной сети. На рис. 26.1 в качестве примера показана структурная схема системы управления токарным станком. ФСУ и перфоратор Програгтиру-ющая станция -Nv, Панель -У оператора Дисппей Графический инитатор paSa-чега процесса Встроенная систепа параллельного програпмиравания (процессор) Прагранпируепый контроллер £ eyxHOapduHornffan система упрабяения Ч1ая 1-ГХГДй Г>- Дополнительная сиа-тена числового управления
Праграпнируепый контроллер Станок Систепа загрузки деталей Магазин деталей и заготовок Рис. 26.1. Станочная конфигурация и конфигурация системы управления Определяя круг функциональных возможностей системы число вого управления, следует иметь в виду ее связи со своим оборудо ванием (например, в составе гибкого производственного модуля) а также с другими компонентами производственной среды (например, в составе гибкой производственной системы). Если воспользоваться терминологией из вычислительной техники, то гибкая производствен ная система строится путем комплексирования гибких производственных модулей и всякого рода дополнительных средств (рис. 26.2). Такое комплексирование организуется по принципу сети. В самом деле, транспортная подсистема, подключенная к отдельным станкам и автоматизированному складу, есть не что иное, как транспортный канал типа общая транспортная шина . Комплексирование Объектов с помощью такого канала осуществляется по типу общая память , в качестве которой выступает автоматизированный склад деталей и заготовок. Точно так же инструментальная подсистема, подключенная к отдельным станкам и складу инструментов или инструментальных магазинов, представляет собой инструментальный канал типа общая инструментальная шина . Комплексирование станков на основе такого канала и здесь осуществляется по типу общая память , физической реализацией которой является инструментальный склад. Информационно-вычислительная подсистема пронизывает всю гибкую производственную систему и осуществляет комплексирование систем управления отдельными объектами по типу процесс-процесс . По мере совершенствования информационно-вычислительной подсистемы станет возможным: Уеойень n/iaHupolnHia П л о н ii р о 6 о н и е а р а и 3 в а д с а S а операций
Оперативная инфартция о ходе щоизОаНтОенного яроцессе ИсхаОные Занние Управление произМстОап ПроазМстдетт Даниие па трантарту Ванные Яанные цнраВле- ния задания Транс ортные забания зона Данные hi; неаспрвВнос-тяп.311ра1тша пяате.срент ы на ностаЩ > Данные по ностаВнап 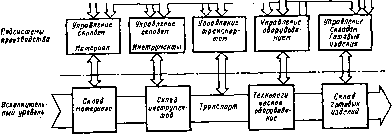 Рис. 26.2. Комплексирование оборудования в гибкой производственной системе обращение к банку всех управляющих программ, когда-либо использованных иа предприятии, или к центральному банку управляющих программ; полная автоматическая подготовка управляющей программы непосредственно на рабочем месте на основе упрощенных описаний деталей и заготовки; , адаптивное управление с использованием любых критериев (в том числе и нескольких в рамках обработки на черновых и чистовых режимах) на основе полной информации о ходе процесса обработки и опережающего моделирования этого процесса; автоматическое формирование текущих статической, динамической и термической моделей станка и учет этих данных при обработке; полная диагностика всех механизмов станка я настройка условий работы механизмов на оптимальные условия; управление самовосстановлением станка ; определение гарантированного (с отсчетом от данного момента) времени безотказной работы; в полное исключение брака путем приостановки процесса при появлении вероятности брака с выдачей всех рекомендаций на последующее; подготовка либо корректировка управляющих программ для других станков, на которые передается деталь, с полным учетом всех промежуточных результатов; оценка цеховой ситуации и определение обрабатывающей ячейкой своей роли; подчиняющее управление другим станком; повышенный сервис оператору на рабочем месте, включая трехмерную графику, т. е. изображение наладок и вектора формообразования и др. Следовательно, функциональные возможности некоторого устройства ЧПУ укрупненно определяются принадлежностью этого устройства к одной из пяти функциональных групп, а детально проявляются на фоне разнообразных связей устройства с объектом, с другими устройствами и системами, с оператором. Остановимся подробнее на таких важнейших функциональных возможностях микропроцессорных устройств ЧПУ, как повышенный языковый уровень управляющих программ, а также способность адаптации к объекту и потребителю. § 3. языковый УРОВЕНЬ УПРАВЛЯЮЩИХ ПРОГРАММ МИКРОПРОЦЕССОРНЫХ СИСТЕМ УПРАВЛЕНИЯ Мощным средством увеличения функциональности микропроцессорного устройства ЧПУ является повышение языкового уровня управляющих программ. Такое повышение осуществляется на основе включения в текст программ различного рода макроопределений (стандартных циклов, готовых форм); обычных подпрограмм и подпрограмм, составленных на основе макроязыка пользователя , упрощенйых (в сравнении с обычным стандартом ISO) описаний контура. Повышению языкового уровня способствует безэквидистантное программирование. Наиболее высок языковый уровень тех устройств, которые располагают встроенными средствами автоматизированной (в диалоге с оператором) подготовки управляющих программ, в том числе и в процессе обработки предыдущей управляющей программы ( параллельное программирование ). Рассмотрим указанные возможности подробнее. Стандартный цикл устанавливает строго определенную последовательность движений, параметры которых заданы вне цикла в тексте управляющей программы либо фиксированы. Фиксация некоторых параметров может быть выполнена разработчиком системы управления или станкостроителем при стыковке системы управления с объектом. Иногда циклы трактуют как обычные подпрограммы, но постоянно хранимые в памяти устройства ЧПУ, в отличие от пользовательских подпрограмм, свободно вводимых и свободно уничтожаемых. Набор стандартных циклов определен технологическим назначением станка. Например, широкое распространение получили свер-
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |