

|
|
Разделы сайта
Читаемое
Обновления Jul-2026
|
Промышленность Ижоры --> Станки механосборочного производства сторон каждая рука имеет дополнительно механизм головки (кисти) с приводом поворота на угол 180° относительно оси X (движение Л). В зависимости от вида обрабатываемых деталей на базирующем  Вид Б  Рис. 10.2. Специальный промышленный робот Пирин (НРБ) фланце кисти руки могут быть установлены различные быстросменные схваты. Приводы механизмов для всех степеней подвижности манипулятора и захватного устройства - гидравлические. Последо- вательность движений программируется на пульте 7 управления. Специализированные (целевые) промышленные роботы предназначены для выполнения технологических операций одного вида (например, для операций сварки, окрашивания или сборки) или только вспомогательных переходов, требующих одинаковых мани-пуляционных действий. Манипуляторы таких роботов имеют обычно 4-5 степеней подвижности и могут быть оснащены устройствами циклового или числового программного управления. Проектирование специализированных промышленных роботов осуществляется Э/1ектро-и гидро~ 1 2 3 помминипации  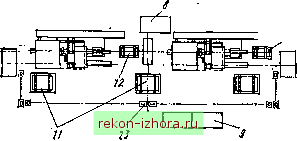 Зрая маправтшей Рис. 10.3. Гибкая производственная система для обработки деталей типа тел вращения с учетом их целевого назначения, в том числе конструктивных особенностей обслуживаемого технологического оборудования. Гибкая производственная система для обработки деталей типа тел вращения, представленная на рис. 10.3, состоит из двух токарных станков с ЧПУ и обслуживающего эти станки промышленного робота портального типа. Каретка 2 с установленной на ней механической рукой 3 перемещается по направляющим портала /, смонтированного на колоннах 4. Рука 5 манипулятора двухзвенная и состоит из плечевого и локтевого рычажно-шарнирных механизмов. На базирующем фланце конечного звена руки установлен механизм головки (кисти) 6 с захватным устройством 7. Манипулятор имеет четыре степени подвижности: перемещение каретки по оси X, поворот А руки в плечевом шарнире, поворот D руки в локтевом шарнире, поворот С кисти вокруг своей оси на угол 90 или 180°. Кроме того, для зажима и разжима деталей предусмотрено движение W губок схвата. Управление приводами перемещений X, Л и D осуществляется в режиме позиционирования от устройства 9 числового управления, а перемещений С и - с помощью команд цикловой автоматики. Приводы манипулятора - гидравлические с автономным питанием от гидростанции 8. Конструкция манипулятора позволяет установить на его кисти дополнительные механизмы и устройства для контроля правильноспбазирования заготовки в центрах или патроне станка, измерения обрабатываемого диа- [ I ~~ I I метра заготовки и для очистки ) I базирующих поверхностей от стружки путем обдува их сжатым воздухом. В состав гибкой производственной системы для токарной обработки помимо основного технологического оборудования (станков 10 и обслуживающего их промышленного робота) входят вспомогательные накопительные устройства и 12 для установки в них в ориентированном положении заготовок и обработанных деталей, находящихся также в рабочей зоне манипулятора. Рабочая зона манипулятора имеет ограждение 13. Универсальные промышленные роботы предназначены для выполнения технологических операций различных видов. Они могут быть использованы как для основных технологических операций (например, сварочных или сборочных), так и для выполнения различных вспомогательных функций при обслуживании оборудования различного технологического назначения, требующих различных манипуляционных движений. Для таких роботов характерна полная конструктивная независимость от основного технологического оборудования, с которым они совместно работают, а также большое число степеней подвижности (5-7), обеспечивающее их широкие функциональные возможности. На рис. 10.4 приведена схема гибкого производственного модуля, состоящего из токарного станка /, обслуживающего его универсального промышленного робота 2 и транспортно-накопительного устройства 3 для заготовок и обработанных деталей. Рабочая зона промышленного робота охватывает загрузочные и разгрузочные позиции транспортера-накопителя, зону обработки на станке, примыкающую к его шпинделю, контрольно-измерительную позицию специального автоматического устройства 4.  Рис. 10.4. Гибкий производственный модуль для токарной обработки: заготовка; О - деталь Автоматический манипулятор имеет пять степеней подвижности: осевое перемещение по оси X руки на длине 800 мм; вертикальное перемещение по оси Y руки относительно стойки (перпендикулярно плоскости чертежа); поворот В руки на угол 300° в горизонтальной плоскости; поворот А кисти руки на угол 180° относительно продольной оси руки; поворот (качание) С кисти в вертикальной плоскости. Захватное устройство должно, кроме того, выполнять движения зажима-разжима заготовки или детали. Рабочая зона промышленного робота имеет ограждение 5, обеспечивающее безопасность для обслуживающих данный комплекс рабочих и наладчиков. Микропроцессорное устройство ЧПУ централизованно управляет всем оборудованием комплекса во время автоматического цикла работы. § 2. РОБОТИЗИРОВАННЫЕ ТЕХНОЛОГИЧЕСКИЕ КОМПЛЕКСЫ При обработке деталей на станках промышленные роботы используют главный образом для автоматизации вспомогательных процессов, связанных с обеспечением потоков заготовок и инструментов. Основные варианты применения промышленных роботов при автоматизации обработки на станках показаны на рис. 10.5: для обслуживания одного станка в составе гибкого производственного модуля (рис. 10.5, а, д), для обслуживания группы станков, образующих гибкий автоматизированный участок (рис. 10.5, б-з), для обслуживания группой роботов гибких автоматизированных линий ,(рис. 10.5, и-л). В составе гибкого производственного модуля промышленный робот обслуживает, как правило, три позиции: загрузочную позицию накопителя Я заготовок; рабочую позицию А станка и разгрузочную позицию К транспортера или накопителя деталей. Фактическая производительность обрабатывающего модуля определяется коэффициентом использования станка к., который зависит от длительности Гр его обслуживания роботом, отнесенной к общей продолжительности То обработки детали на станке: = \ - Тр/То- Рассмотрим в качестве примера диаграмму цикла Тр обслуживания манипулятором токарного станка (рис. 10.6). Начало этого цикла отнесено к моменту остановки шпинделя, когда формируется команда на выполнение манипуляционных действий. Окончание периода обслуживания совпадает с выходом захватного устройства манипулятора из рабочей зоны станка и включением рабочего цикла Гм. Общее время простоя Гд = t i (г = 1, 2, 3) станка (заштрихо- ванные участки) в основном определяется временем манипулирования заготовкой и деталью. Для сокращения этого времени необходимо либо увеличить скорости движения манипулятора и уменьшить общую длину перемещений его рабочего органа, либо совместить время манипулирования с рабочим циклом станка, создав рациональную компоновочную схему гибкого производственного модуля. Основные варианты компоновки робототехнического комплекса, в который входят автоматизированный токарный станок и обслужи-  - .- s □XD \ 3 я s я ca о о. о ш о то S ш о Бающий его специализированный промышленный робот портального типа, показаны на рис. 10.7. Возможны три конструктивных исполнения манипулятора для робота данного типа: с одной рукой и одним схватом (рис. 10.7, а); с двумя руками, работающими последовательно (рис. 10.7, б), с одной рукой и двумя схватами, работающими последовательно (рис. 10.7, в). На рис. 10.8 показаны типовые циклограммы обслуживания станка для рассмотренных трех конструктивных вариантов манипулятора. Общая продолжительность Тр обслуживания роботом станка Разжип пащроиа ОтШ пииоди Подвод пиши За/кцп патрона Рабочий цикп к станку Ввод мвата в рабо-чую зону станка закш Зшвт Перенос детали в шопители Паиси заготаШ и захват еа Ввод САвата в рабочую зону станка Разжим заготовки Вывод схвата из ра-бочей зона стайка Рис. 10.6. Циклограмма обслуживания токарного станка промышленным роботом в каждом варианте определяется суммой времени выполнения отдельных этапов цикла: tp - время разгрузки станка (куда входит ti - время опускания механической руки на линию центров станка, 2 - время захвата детали в шпинделе, 4 - время подъема руки в позицию Б); 4 - время транспортирования заготовки или детали между позициями А и Б; ty - время установки детали в накопитель Я; /н - время перемещения транспортера-накопителя на один шаг; 4 - время снятия заготовки с накопителя; - время поворота головки со схватом; 4 - время загрузки станка (куда входит h - время опускания механической руки, 4 - время установки заготовки и ее зажима в патроне, - время подъема руки.). Из циклограмм видно, что применение манипулятора с одной рукой (рис. 10.8, а) в данном случае нерационально, так как время Tpj обслуживания станка при этом наибольшее. Для сокращения времени обслуживания рациональнее применять манипулятор с двумя руками (рис. 10.8, б) или двузахватное исполнение руки (рис. 10.8, в):
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |